



【摘要】:传统等高铣削精加工的“传统”两字是相对于7.3.1节中介绍的等高铣削精加工而言的,启动该功能时会发现其对话框是老版本的界面。图7-65 传统等高铣削精加工示例传统等高铣削精加工设置对话框同样也有三个选项卡,图7-66所示是其“等高精修参数”选项卡及主要参数选项说明。
传统等高铣削精加工的“传统”两字是相对于7.3.1节中介绍的等高铣削精加工而言的,启动该功能时会发现其对话框是老版本的界面。图7-65所示为将例7-6的图7-36中等高铣削精加工替换为传统等高铣削精加工示例,读者可以对照学习,相比而言,传统等高铣削精加工在平坦区域处理、刀路均匀性与高速加工平顺性方面略逊一筹,但其平面区域铣削功能有时又显得略强,总体而言,对于传统的非高速铣削加工而言,也基本能满足使用要求。
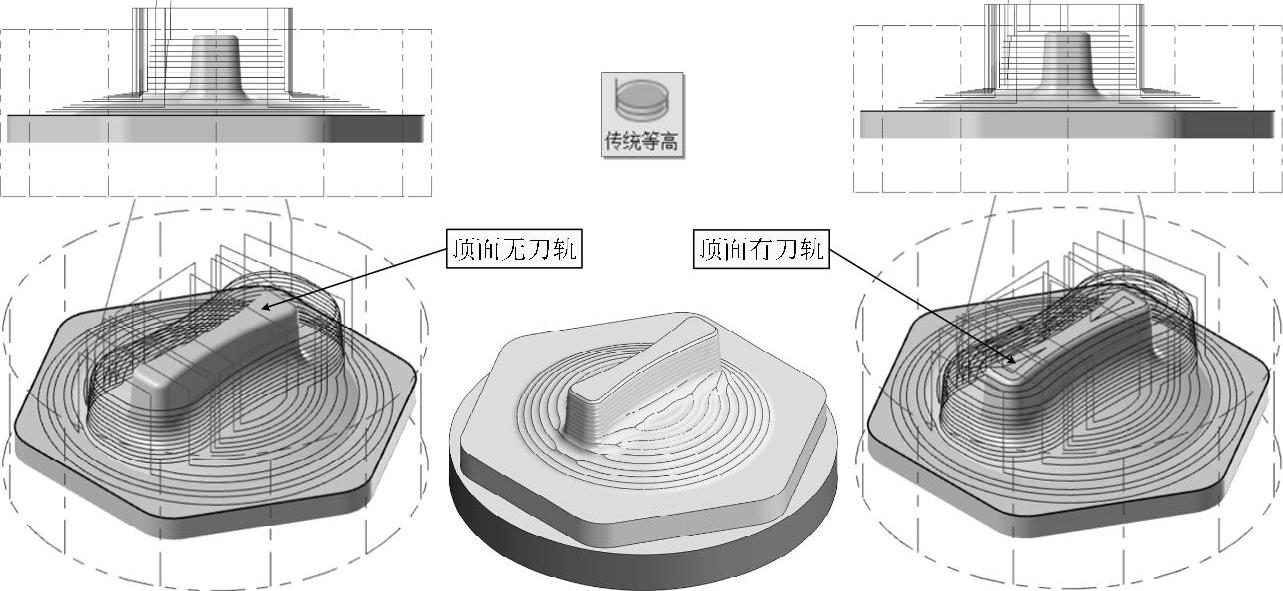
图7-65 传统等高铣削精加工示例
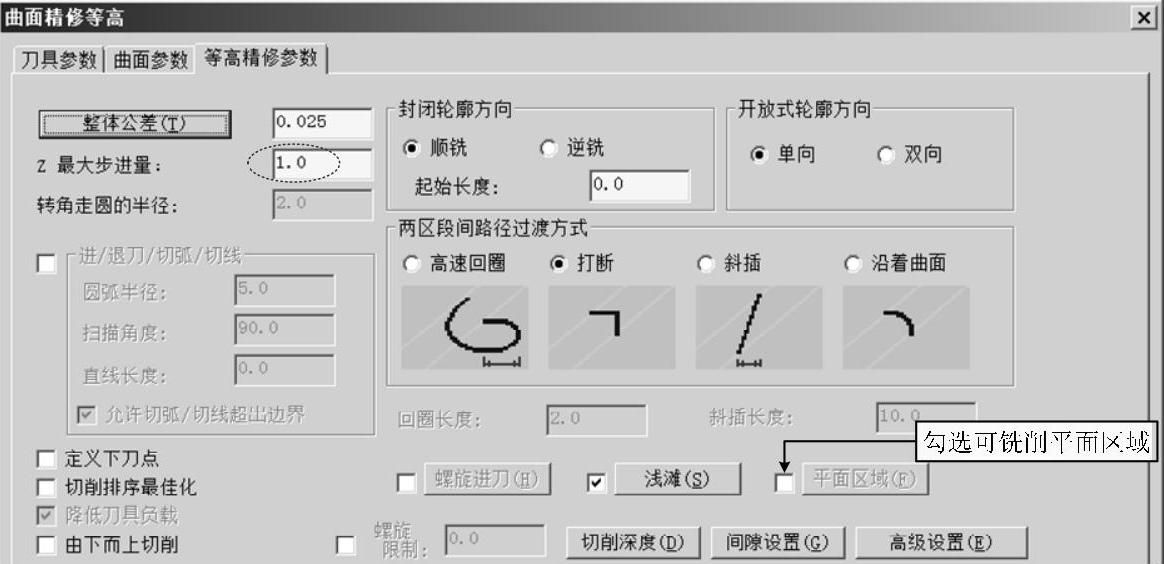
传统等高铣削精加工设置对话框同样也有三个选项卡,图7-66所示是其“等高精修参数”选项卡及主要参数选项说明。图7-66是左侧顶面无刀轨的加工路径设置,由于下部有较大面积的浅滩区域,因此勾选了“浅滩”选项,并设置了浅滩参数,如图7-67a所示,另外切削深度也做了相关设置,如图7-67b所示。若继续勾选“平面区域”选项,将平面区域步进量设置为2,则可看到图7-65右侧顶面增加了刀轨的加工路径,这时可省略例7-6中的“2D面铣铣顶面”操作。实体仿真显示两种方案的铣削效果基本相同。
 (https://www.xing528.com)
(https://www.xing528.com)
图7-66 “曲面精修等高”对话框→“等高精修参数”选项卡
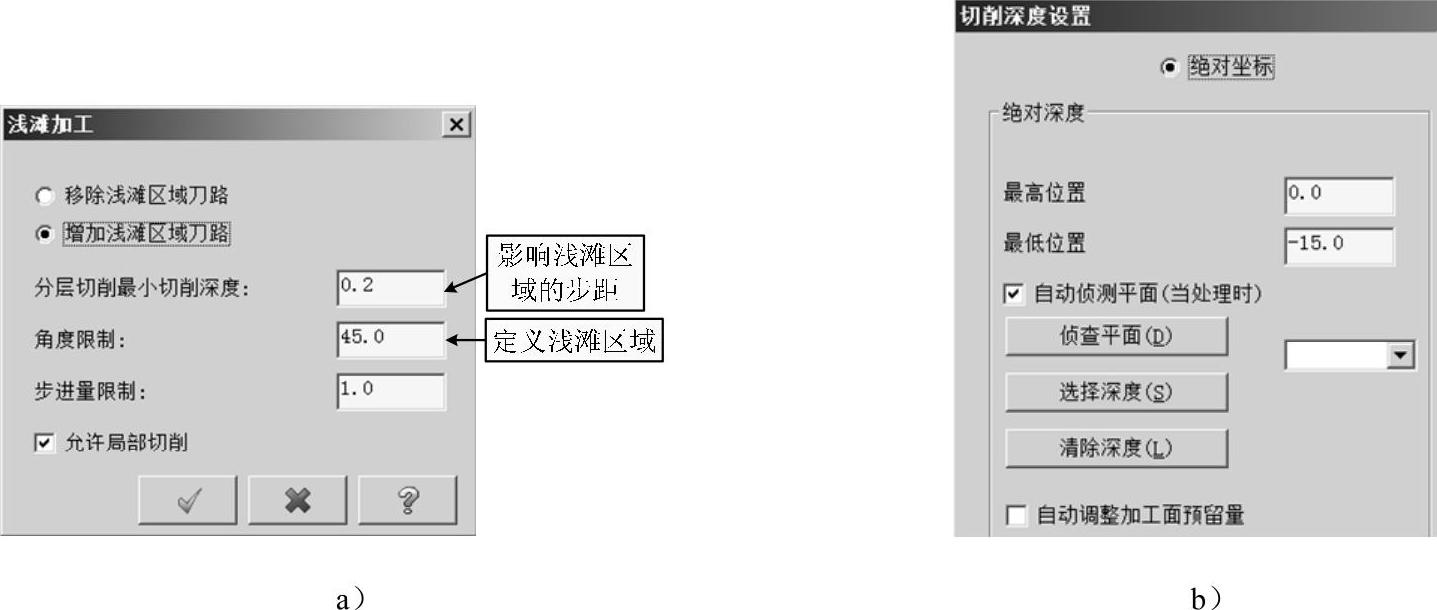
图7-67 “等高精修参数”选项卡→“浅滩加工”与“切削深度设置”对话框
a)浅滩加工设置 b)切削深度设置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。