



清角铣削精加工又称交线清角加工,简称清角加工,主要用于清除曲面相交线处的残余材料。清角加工的刀具轨迹沿交线方向顺势精铣,刀具直径一般较小,且直径越小,交线越清晰。清角加工可单条刀轨精铣,但刀具直径较小,而残留余料较多时,就需要偏置出多条刀轨清角加工。图7-55所示为清角铣削精加工示例,图中清角加工前的工序为图7-50所示的放射状精加工结果。
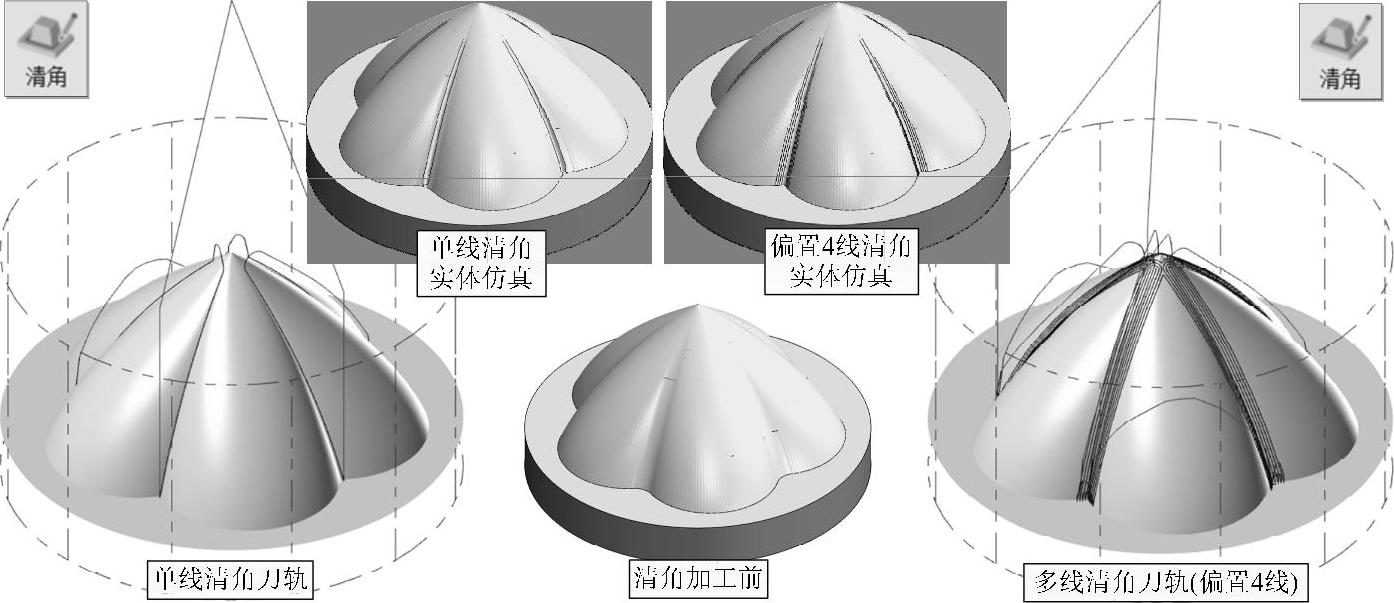
图7-55 清角铣削精加工示例
清角铣削精加工参数设置主要集中在“高速曲面刀路-清角”对话框中,其与放射铣削精加工对话框选项基本相同,以下以图7-55所示加工示例为例介绍主要的参数选项。
(1)加工曲面与“刀路类型”选项 按<Ctrl+A>快捷键,选择所有曲面。“刀路类型”为清角 。
。
(2)“刀具”选项 右击,从快捷菜单中启动“创建新刀具”对话框,按图7-56所示的参数创建一把锥度铣刀,铣刀直径φ2mm,锥度半角10°,长度100mm,名称为“锥度铣刀-2_10°”。
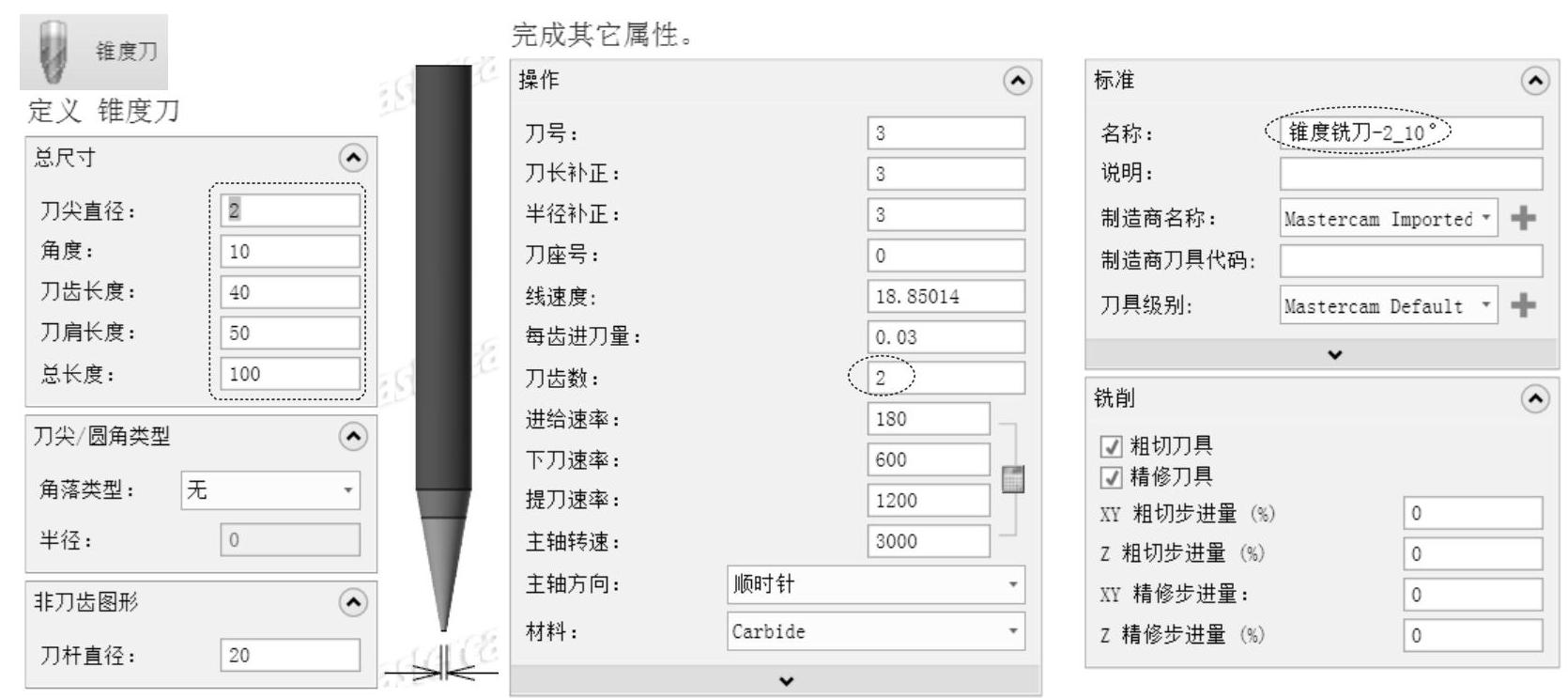
图7-56 创建锥度铣刀参数
(3)“毛坯预留量”选项 壁边预留量和底面预留量均为0。
(4)“切削参数”选项 这是清角铣削精加工设置的主要部分,如图7-57所示,其主要设置参数是“切削间距”和“限制补正数量”,若“限制补正数量”设置为0,则是单刀路清角加工,此时“切削间距”设置值无效。(https://www.xing528.com)

图7-57 “高速曲面刀路-清角”对话框→“切削参数”选项
(5)“刀具控制”选项 控制方式为“刀尖”选项,补正为“中心”选项。
(6)“进刀方式”选项 选择默认的“切线斜插”选项。
(7)“陡斜/浅滩”选项 如图7-58所示,将“从”参数设置为“0.5”。该参数实际上是最小的加工角度,设置成大于0可以避免在底平面生成刀具路径。

图7-58 “高速曲面刀路-清角”对话框→“陡斜/浅滩”选项
(8)“共同参数”选项 修改安全高度为绝对坐标10mm,选择退刀方式为“最短距离”,参见图7-54。
(9)“原点/参考点”选项 仅需设置参考点的进入点与退出点参数,均设置为(0,0,100)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。