



【摘要】:螺旋铣削精加工是以指定的点为中心生成的螺旋线投影到加工曲面上生成的刀轨精加工,类似于UG中固定轴轮廓铣削螺旋线驱动方式的刀具轨迹精加工。图7-52所示为指定定点的螺旋铣削精加工示例。加工曲面与“刀路类型”选项 加工曲面选择底平面以上的所有曲面,底面设置为干涉面。图7-53 “高速曲面刀路-螺旋”对话框→“切削参数”选项“刀具控制”选项 控制方式为“刀尖”选项,补正为“中心”选项。
螺旋铣削精加工是以指定的点为中心生成的螺旋线投影到加工曲面上生成的刀轨精加工,类似于UG中固定轴轮廓铣削螺旋线驱动方式的刀具轨迹精加工。图7-52所示为指定定点的螺旋铣削精加工示例。其上道工序的粗铣加工为图7-14所示的优化动态粗铣加工。
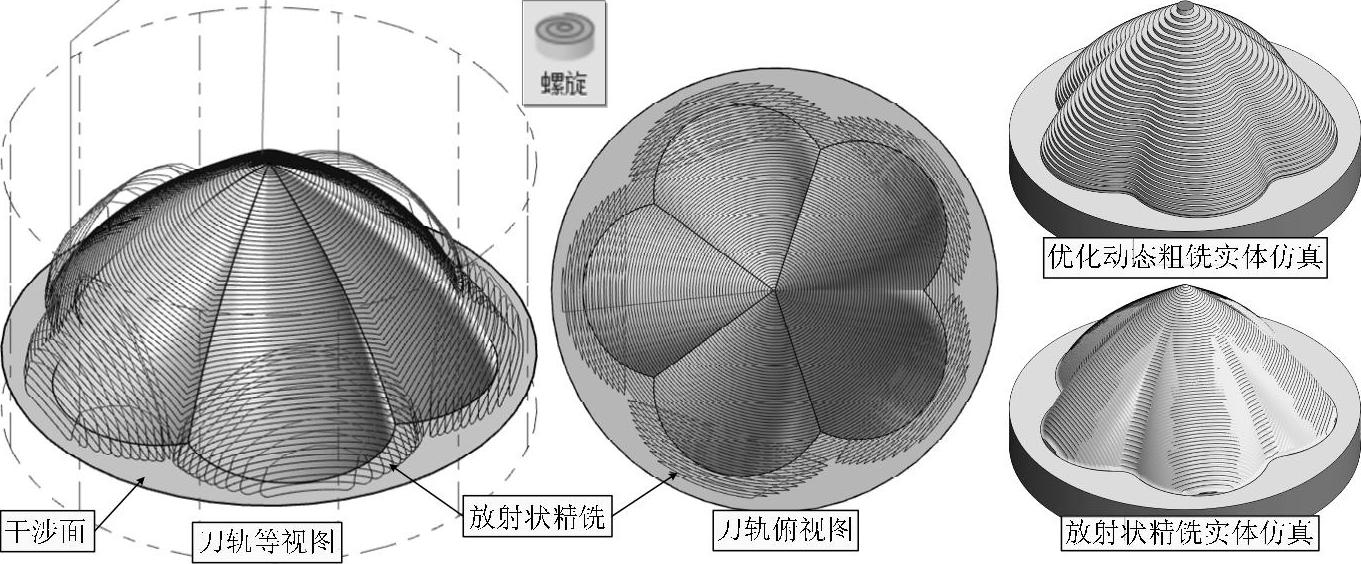
图7-52 螺旋铣削精加工示例
螺旋铣削精加工参数设置主要集中在“高速曲面刀路-螺旋”对话框中,其与放射铣削精加工对话框选项基本相同,以下以图7-52所示加工示例为例介绍主要的参数设置。
(1)加工曲面与“刀路类型”选项 加工曲面选择底平面以上的所有曲面,底面设置为干涉面。“刀路类型”为螺旋 。
。
(2)“刀具”选项 从刀库中调用一把φ16mm圆角铣刀,刀尖圆角为R2.0mm。
(3)“毛坯预留量”选项 壁边预留量和底面预留量均为0,干涉面预留量取0.01mm。
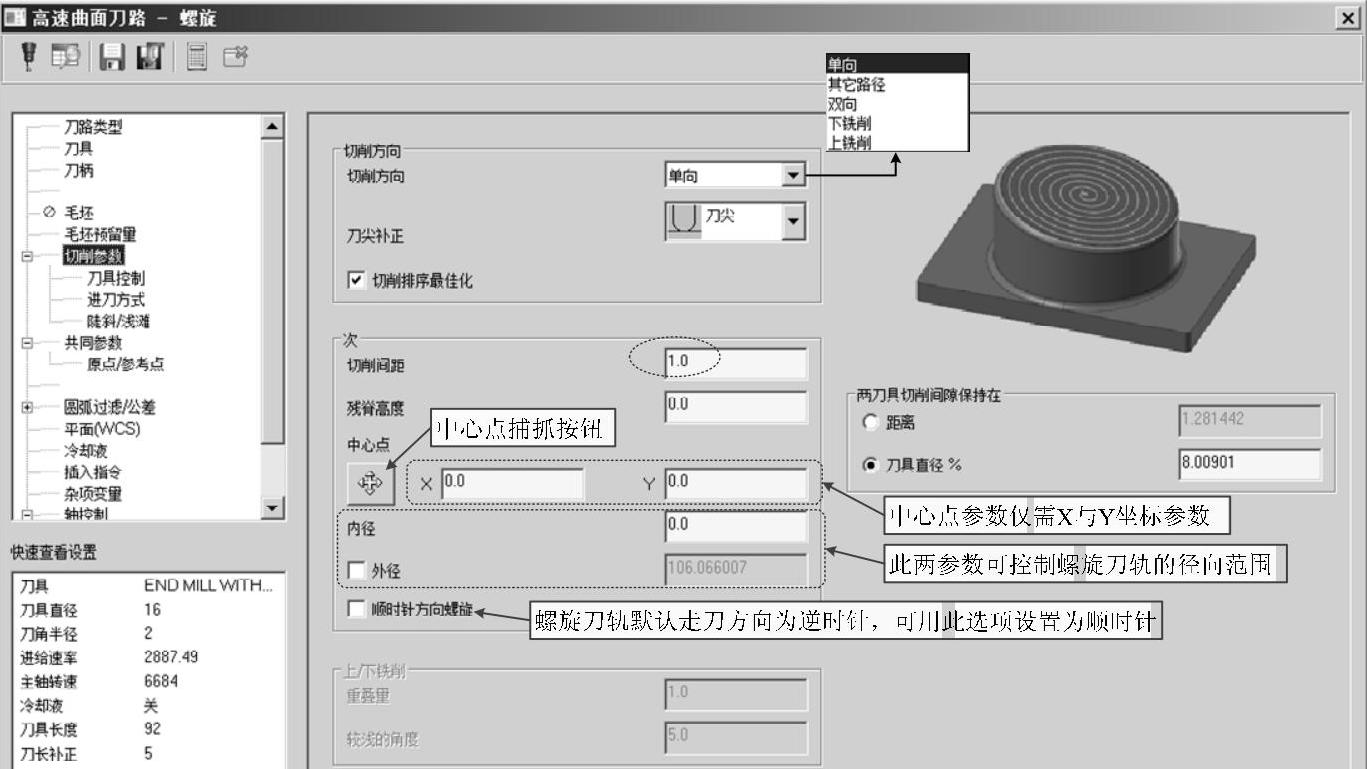
(4)“切削参数”选项 这是螺旋铣削精加工设置的主要部分,如图7-53所示,其主要设置参数是“切削间距”,也可用“残脊高度”控制。
 (https://www.xing528.com)
(https://www.xing528.com)
图7-53 “高速曲面刀路-螺旋”对话框→“切削参数”选项
(5)“刀具控制”选项 控制方式为“刀尖”选项,补正为“中心”选项。
(6)“进刀方式”选项 与平行铣削相同,默认为“平滑”选项,参见图7-45。
(7)“陡斜/浅滩”选项 按默认设置即可。
(8)“共同参数”选项 如图7-54所示,除了修改安全高度为绝对坐标10mm,还修改了退刀方式为“最短距离”。
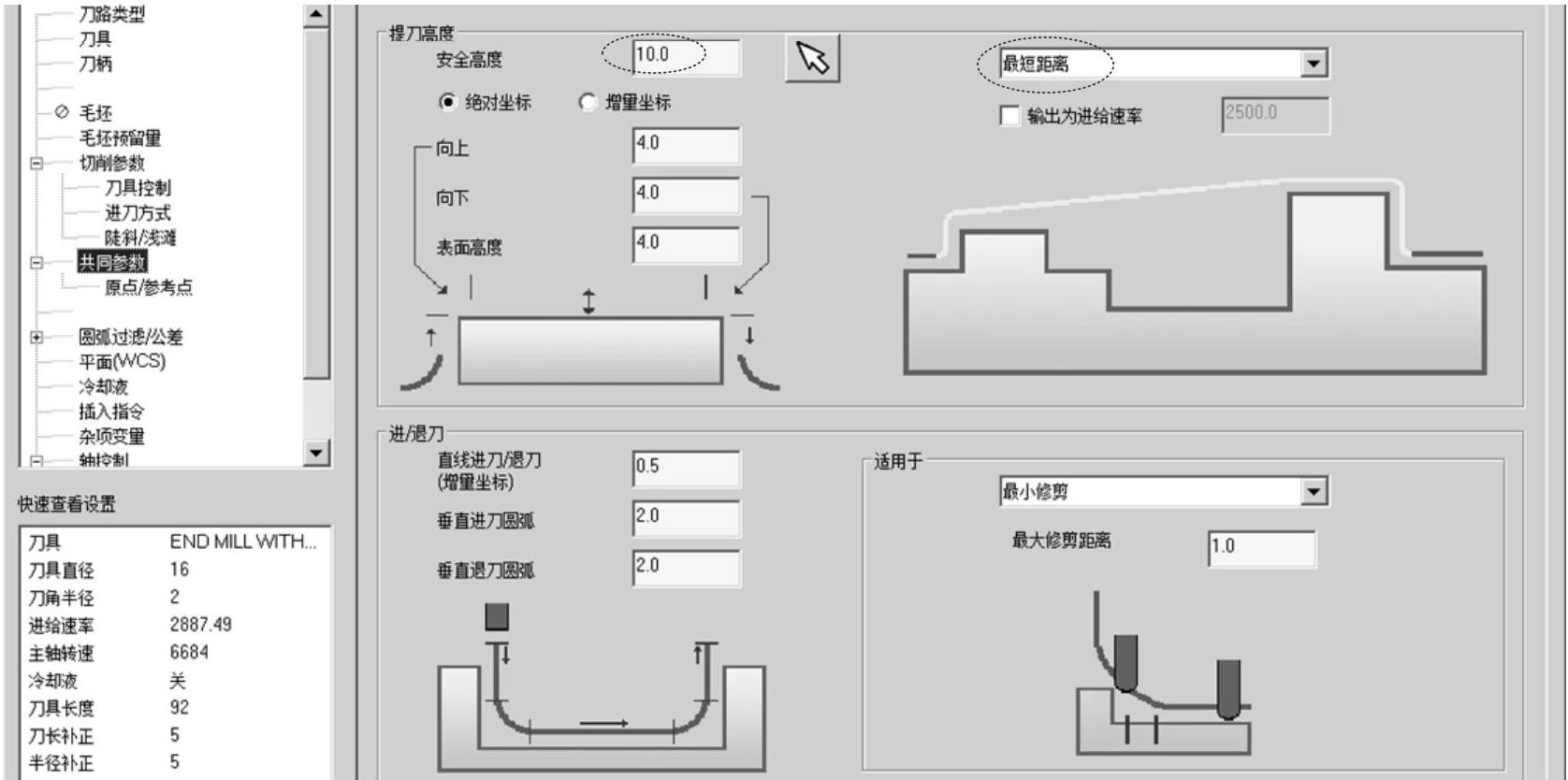
图7-54 “高速曲面刀路-螺旋”对话框→“共同参数”选项
(9)“原点/参考点”选项 仅需设置参考点参数,此处设置为(0,0,100)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。