



水平铣削精加工可在加工曲面中的每个水平平面区域创建加工刀轨进行切削加工。前述的挖槽铣削粗加工与多曲面挖槽粗加工策略中也有这种刀路,但这里的水平铣削精加工更适合现代高速铣削加工。图7-46所示为水平铣削精加工示例,其加工前的粗铣示例如图7-3所示,水平铣削精加工时的加工曲面与加工范围串连曲线如图7-46所示。
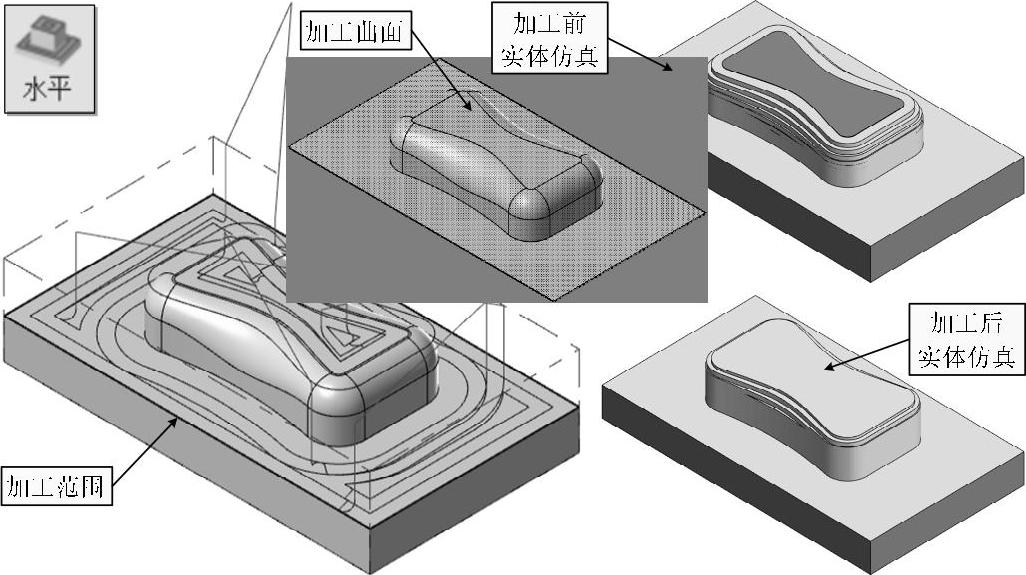
图7-46 水平铣削精加工示例
1.水平铣削精加工主要参数设置说明
水平铣削精加工参数设置主要集中在“高速曲面刀路-水平”对话框中,其参数选项与前述精加工刀轨基本相同,这里仅讨论几项有关的参数选项。
(1)“刀具”选项 借用粗铣φ16mm平底铣刀。
(2)“毛坯预留量”选项 壁边预留量与底面预留量均为0。
(3)“切削参数”选项 如图7-47所示,由于此例的加工余量不大,因此分层次数取1,切削间距取得稍大(刀具直径的40%)。若加工余量较大时,可适当增加分层次数和减小切削间距。

图7-47 “高速曲面刀路-水平”对话框→“切削参数”选项
(4)“摆线方式”选项 “摆线方式”选项是复杂形状、高速铣削加工模型的选项,水平铣削精加工一般可以不用。
(5)“刀具控制”选项 选取默认的中心补正。(https://www.xing528.com)
(6)“进刀方式”选项 如图7-48所示,螺旋进刀较为平稳,高速铣削时选用,但进刀螺旋会受空间限制;斜插进刀较为简单,无特殊要求时选用。
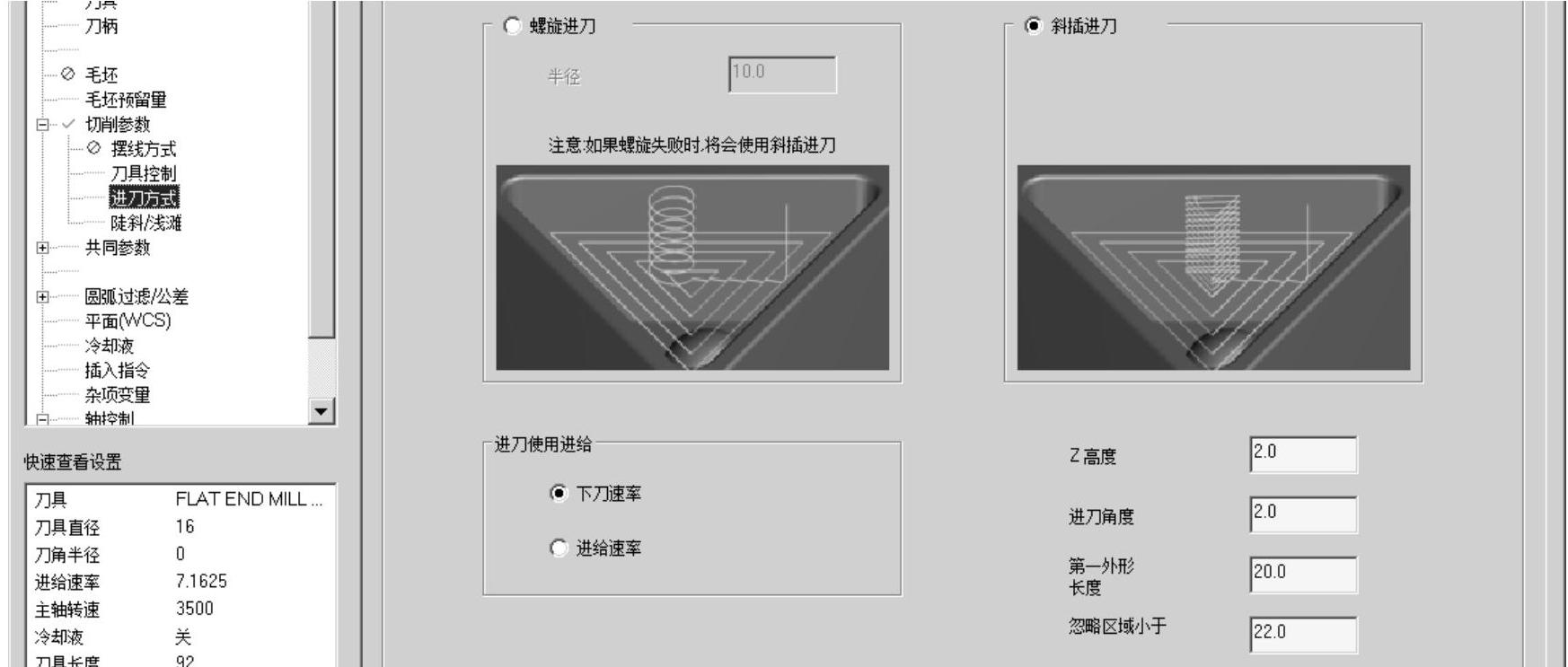
图7-48 “高速曲面刀路-水平”对话框→“进刀方式”选项
(7)“原点/参考点”选项 仅需设置参考点参数,此处设置为(0,0,100)。
2.水平铣削精加工设置示例
图7-46 所示的“挖槽铣削粗加工+水平铣削精加工”的工艺方案读者可自行尝试练习。此处给出一个“优化动态粗铣加工+水平铣削精加工”的工艺方案供读者练习。
例7-10 水平铣削精加工练习。两工序相同的参数选项:①加工曲面与切削范围如图7-46所示;②刀具选项均为φ16mm的平底铣刀;③刀具控制选项均为中心补正选项;④陡斜/浅滩选项不选;⑤共同参数选项,仅修改安全高度为绝对坐标10mm;⑥参考点均为(0,0,100)。其余选项参见表7-2,加工刀轨与实体仿真如图7-49所示。其余未尽参数自定。
表7-2 水平铣削练习参数设置
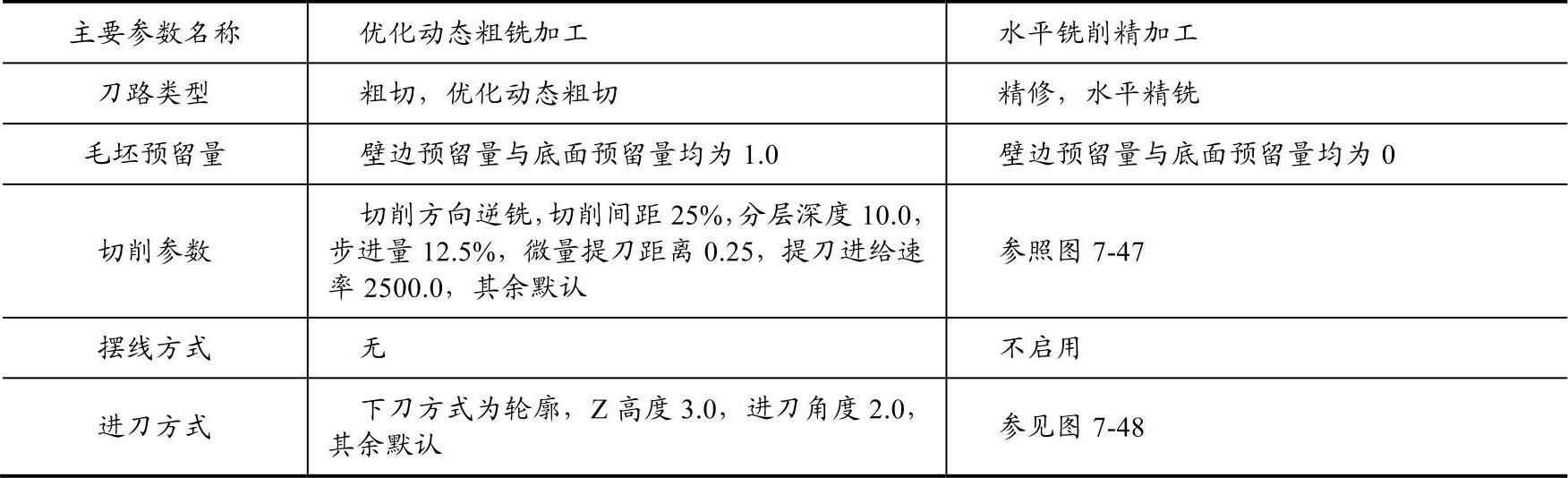
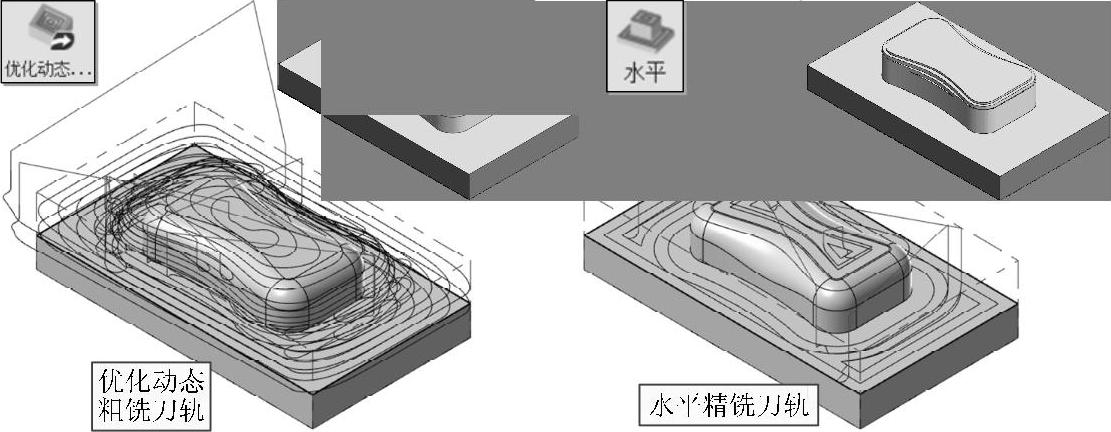
图7-49 例7-8的刀具轨迹与实体仿真
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。