



环绕铣削精加工又称等距环绕精加工,是在加工模型表面生成沿曲面环绕且水平面内等距的刀具轨迹加工。图7-37所示为一个环绕铣削精加工示例。其加工前的粗铣模型为图7-14所示的优化动态粗铣加工模型。由于其为外轮廓曲面铣削,因此没有按常规选择球头铣刀的方式,而是选用了一把φ16mm圆角铣刀,圆角半径R2mm。加工时可用快捷键<Ctrl+A>快速选取整个曲面作为加工曲面,另外,还需指定切削范围,如图中底面外圆轮廓线。
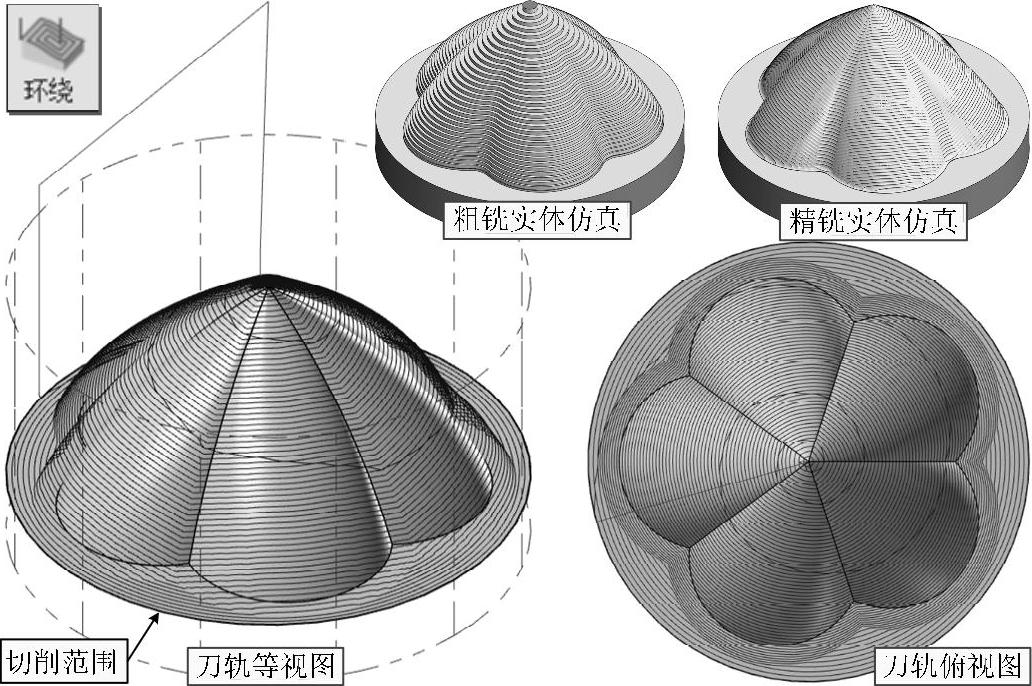
图7-37 环绕铣削精加工示例
1.环绕铣削精加工主要参数设置说明
环绕铣削精加工参数设置主要集中在“高速曲面刀路-环绕”对话框中,下面以图7-37所示加工示例为例说明。
(1)加工曲面与“刀路类型”选项 启动环绕铣削精加工后,首先会弹出“刀路曲面选择”对话框,加工面选全部,切削范围选底面外环轮廓线。确定后弹出的“高速曲面刀路-环绕”对话框右侧也有相应的按钮可对以选择的曲面等进行重新编辑。“刀路类型”列表中的默认选项为环绕 刀路。
刀路。
(2)“刀具”选项 从刀库中调用一把φ16mm圆角铣刀,圆角半径R2mm。
(3)“毛坯预留量”选项 取壁边预留量和底面预留量均为0。
(4)“切削参数”选项 设置较为简单,一般仅需设置切削间距即可,“切削方向”选项可根据需要选择,如图7-38所示。
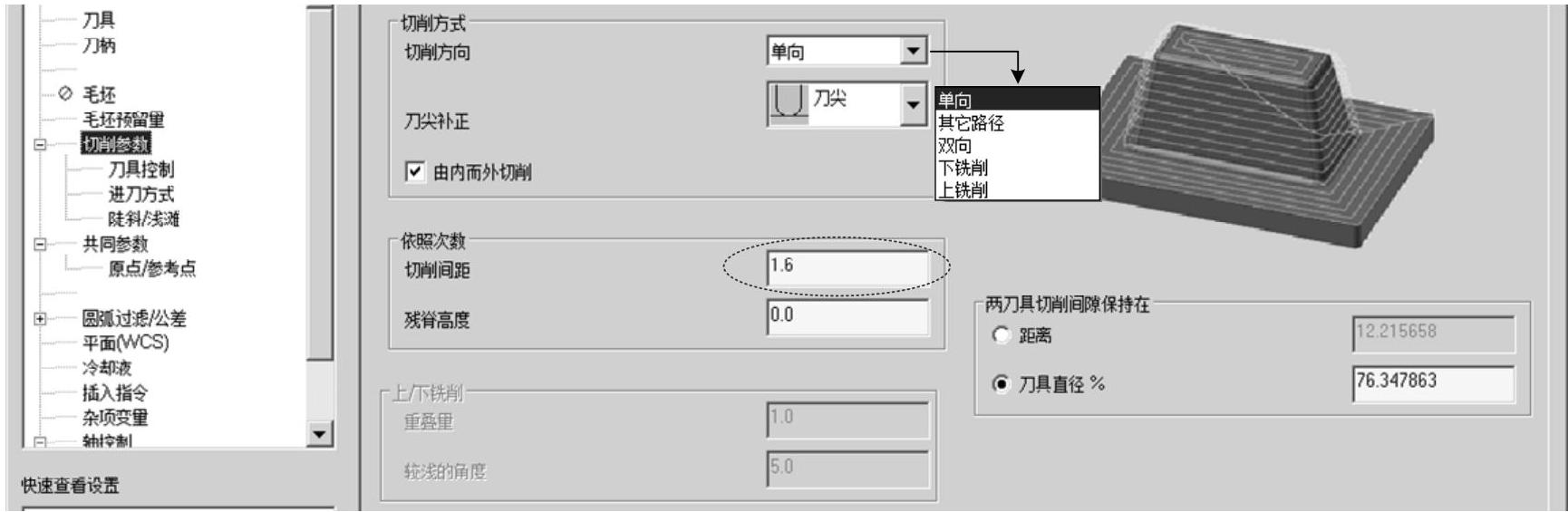
图7-38 “高速曲面刀路-环绕”对话框→“切削参数”选项(https://www.xing528.com)
(5)“刀具控制”选项 控制方式为“刀尖”,补正为“中心”。
(6)“进刀方式”选项 切线斜插,角度10°。
(7)“陡斜/浅滩”选项 如图7-39所示,角度默认设置是0°~90°,其对应的刀轨如图7-37所示,底部的平面也产生了刀轨,若最小角度大于0,如图7-39中的1°~90°,则底平面就不会产生刀轨。
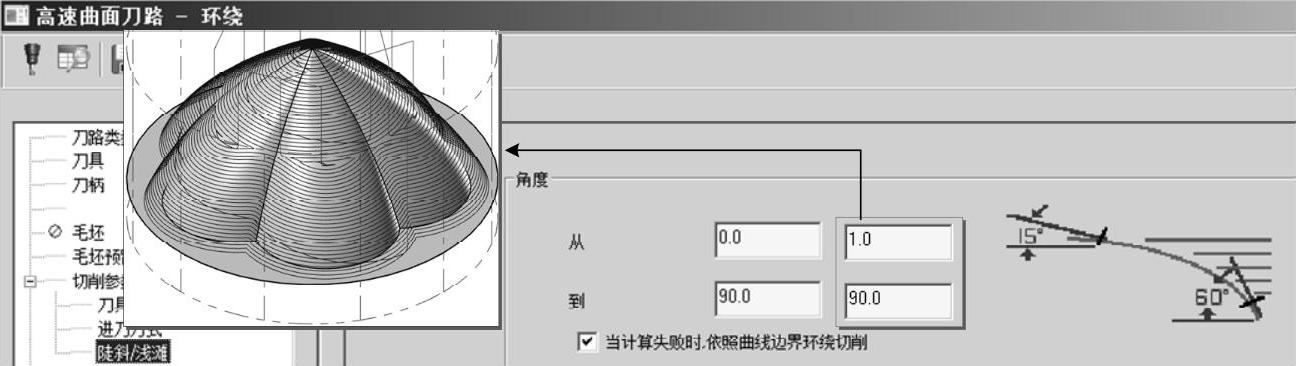
图7-39 “高速曲面刀路-环绕”对话框→“陡斜/浅滩”选项
(8)“共同参数”选项 一般将安全高度设置为绝对坐标10.0,其余采用默认设置即可。
(9)“原点/参考点”选项 设置为(0,0,100)。
2.环绕铣削精加工设置示例
例7-7 参照图7-37练习环绕铣削精加工,参数设置参见上述说明,注意图7-39所示“陡斜/浅滩”参数设置为0°~90°与1°~90°导轨的差异,并分析各自的优缺点。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。