



优化动态粗铣加工是充分利用刀具圆柱切削刃去除材料的粗铣加工策略,而且是一种动态高速铣削刀轨,除可进行粗铣加工外,通过设置还能进行半精加工。具体是首先根据刀具圆柱切削刃允许的背吃刀量ap分层铣削逼近毛坯表面,然后再依据步进量逐层向上逼近工件表面,完成一层加工。如此循环直至达到模型所需深度。这种加工策略可最大限度地去除工件材料。如图7-14所示,其加工模型的几何参数参见图3-24b,其网格曲面旋转复制5个,如图3-44d所示。从刀具轨迹的前视图可见,其按16mm分层,共4层,切削时先按16mm深度从外向内切削至模型曲面,然后往上按2mm步距逐层向上切削粗切7刀逼近模型曲面,图中第三层正在按层深度16mm向内切削,其上已切完两层供31刀。另外,注意优化动态粗铣加工刀轨是一种高速动态铣削刀轨,适合于高速铣削加工。
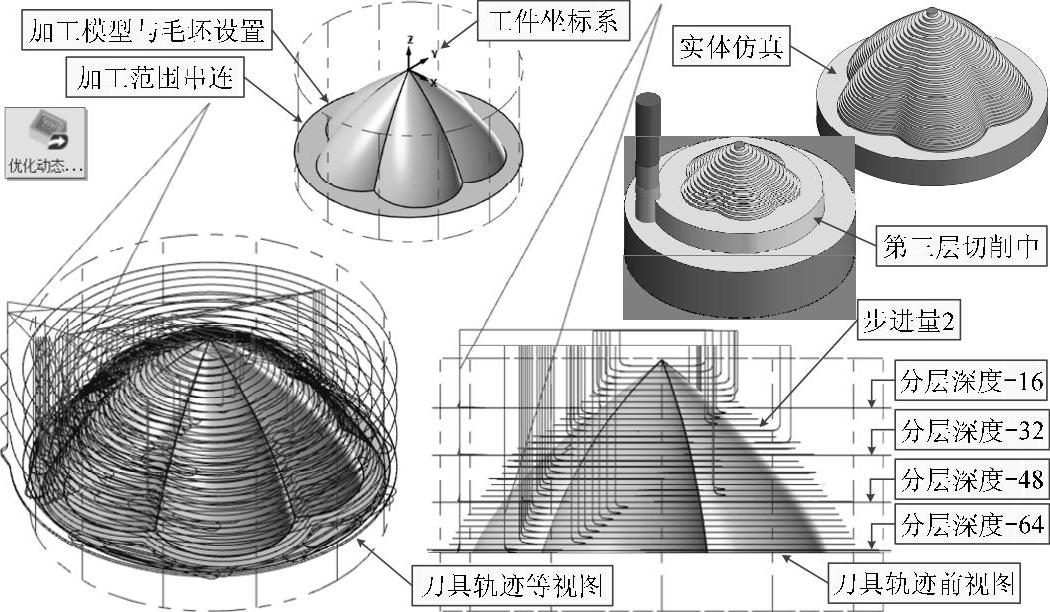
图7-14 优化动态粗铣加工示例
1.优化动态粗铣加工主要参数设置说明
优化动态粗铣加工参数设置主要集中在“高速曲面刀路-优化动态粗切”对话框中,下面以图7-14所示加工示例为例进行讨论。
首先,模型的准备包括加工模型、工件坐标系、铣削模块的进入与毛坯的设置等。这里的加工模型为曲面模型,因此构建圆柱毛坯时总高度取了85mm,顶面留0.5mm的加工余量,底部留有适当的装夹高度,工件坐标系建立在顶点处,如图7-14所示,加工曲面的选择可按操作提示使用快捷键<Ctrl+A>快速选取,结束选择后会弹出“刀路曲面选择”对话框,继续选择加工范围串连,确定后会弹出“高速曲面刀路-优化动态粗切”对话框,其中各选项说明如下:
(1)“刀路类型”选项 如图7-15所示,其是与前述三种刀路不同的较新式的对话框,2D铣削的动态刀路也是这种形式的对话框。
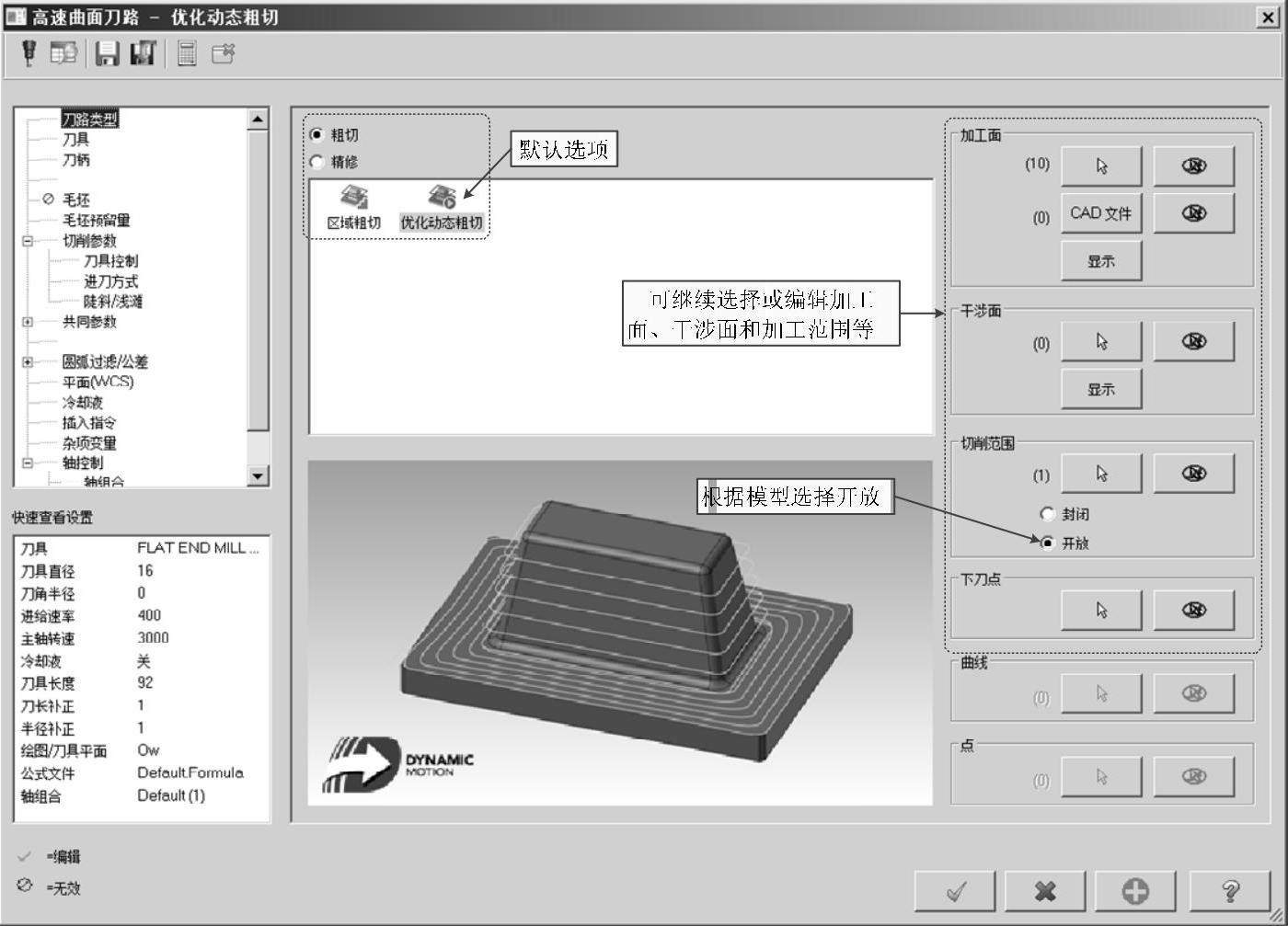
图7-15 “高速曲面刀路-优化动态粗切”对话框→“刀路类型”选项
(2)“刀具”选项 与前述2D动态铣削介绍的类似,这里不附图说明。
(3)“毛坯”选项 默认是未激活状态(参见图7-15),单击“毛坯”选项并勾选“剩余材料”复选框,可进行半精加工设置,包括对所有先前的操作、指定的操作和指定刀具等方式加工的表面进一步进行半精加工等,如图7-16所示。
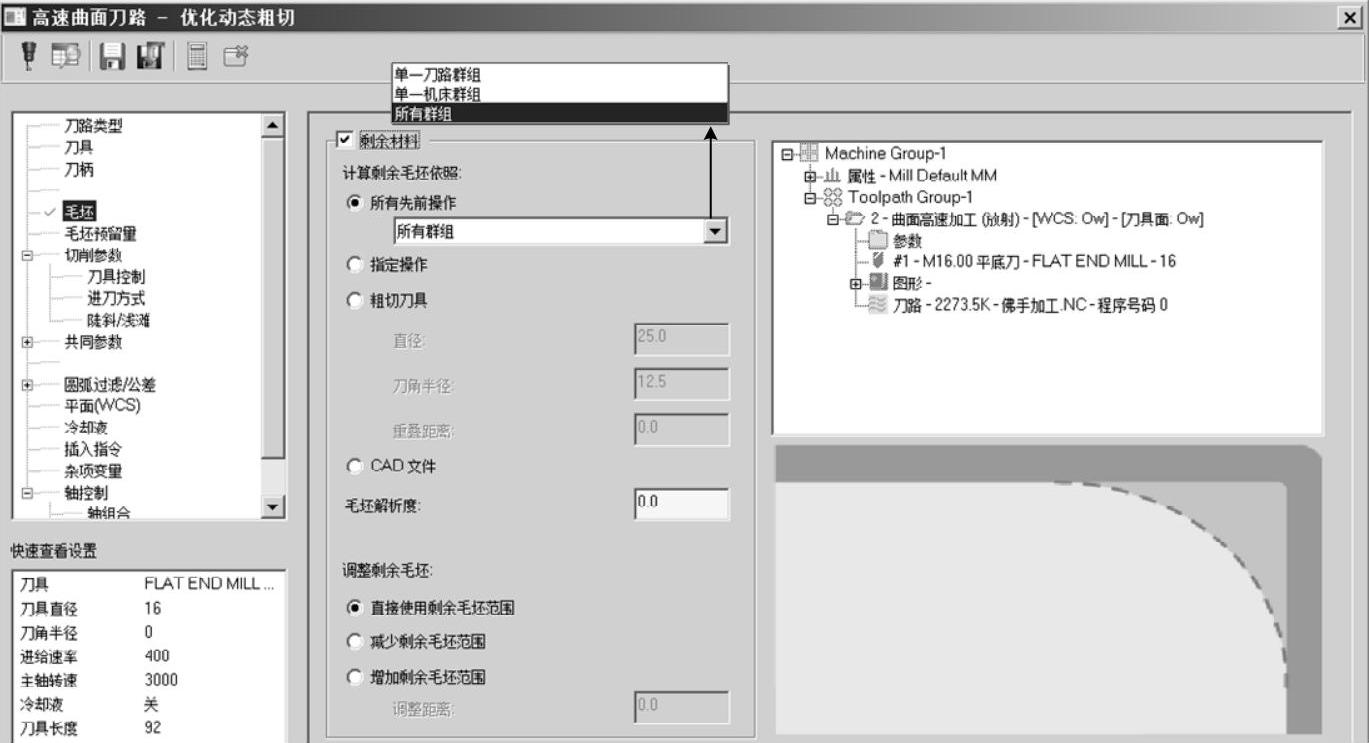
图7-16 “高速曲面刀路-优化动态粗切”对话框→“毛坯”选项
(4)“毛坯预留量”选项 如图7-17所示,壁边预留量与底部预留量可以设置不同的值,如图中底面未留余量,壁边预留1mm,留作后续曲面精加工。
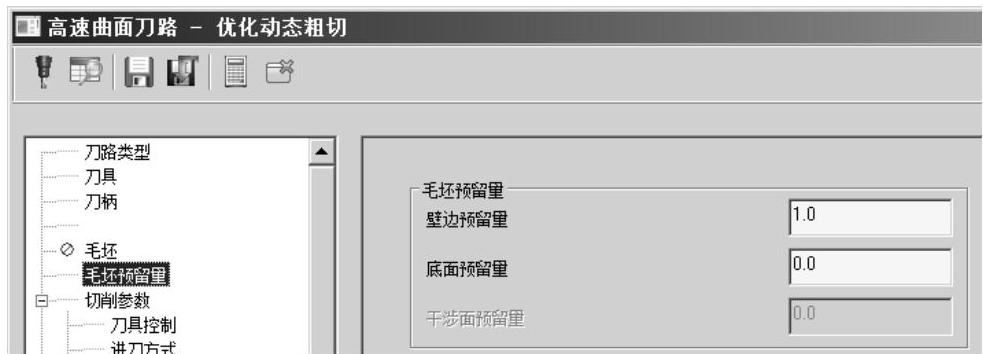
图7-17 “高速曲面刀路-优化动态粗切”对话框→“毛坯预留量”选项
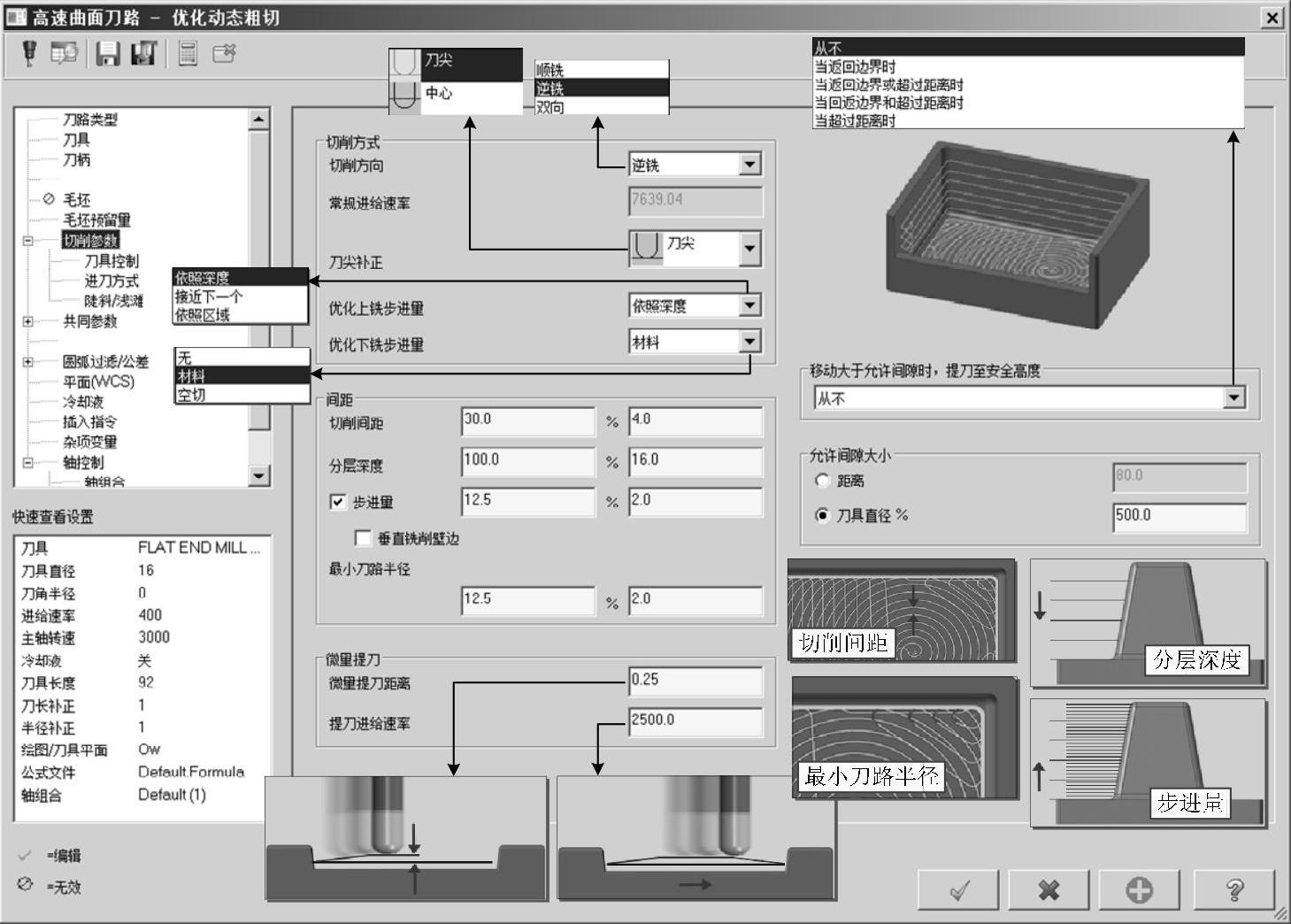
(5)“切削参数”选项 是优化动态粗铣加工设置的主要部分,如图7-18所示,看图设置即可。图中的“分层深度”与“步进量”与图7-14中的刀轨对应。若不勾选“步进量”复选框,则刀轨按分层深度逐层往下切,这时的分层深度不宜设置得太大。步进量将分层深度进一步向上逐层切削。若分层深度设置得较大,则切削间距不能设置得太大,取刀具直径的20%~40%即可。若不勾选“步进量”复选框,直接逐层向下铣削,则分层深度设置一般也不能太大,这时切削间距可适当增大。读者实操观察不同视角的刀轨,可见其具有高速动态铣削的特点,因此有微量提刀、最小刀路半径等参数设置。
 (https://www.xing528.com)
(https://www.xing528.com)
图7-18 “高速曲面刀路-优化动态粗切”对话框→“切削参数”选项
(6)“刀具控制”选项 如图7-19所示,控制刀具边界处的偏置位置,看图设置即可。
(7)“进刀方式”选项 如图7-20所示,其实质是下刀方式,不同选项,其参数与提示样例图会相应变化,一般看图即会操作,2D铣削加工时已经介绍过。
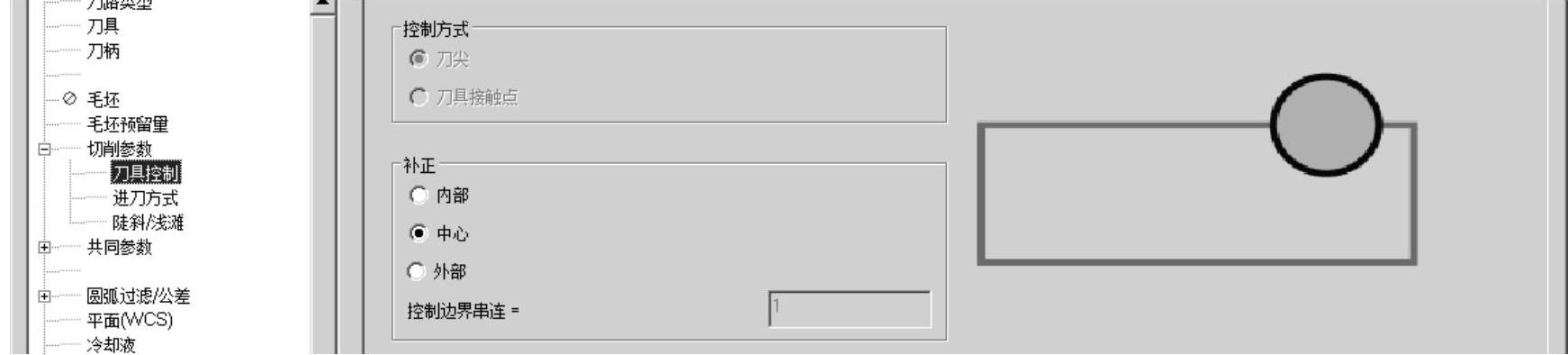
图7-19 “高速曲面刀路-优化动态粗切”对话框→“刀具控制”选项

图7-20 “高速曲面刀路-优化动态粗切”对话框→“进刀方式”选项
(8)“陡斜/浅滩”选项 如图7-21所示,用于设置最高位置与最低位置参数,其实质是设置深度方向的切削范围。最高位置与最低位置参数可以自动检测,也可以进一步修改。
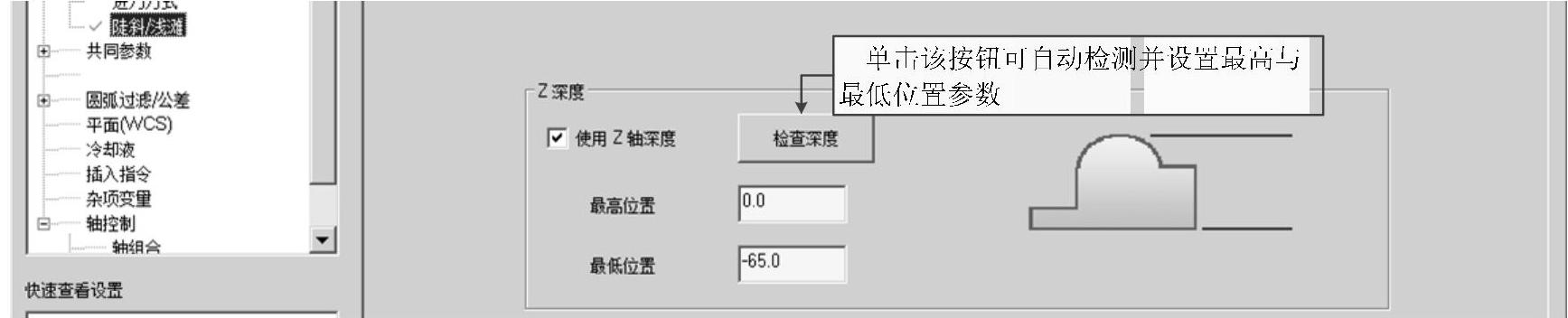
图7-21 “高速曲面刀路-优化动态粗切”对话框→“陡斜/浅滩”选项
(9)“共同参数”选项 如图7-22所示,比2D铣削的“共同参数”以及图7-5所示老版本的“曲面参数”设置选项要丰富得多,如“进/退刀参数”中增加了垂直进刀/退刀圆弧设置参数等。
另外,单击展开“共同参数”选项可看到“原点/参考点”选项,其设置与前述2D刀路相同。
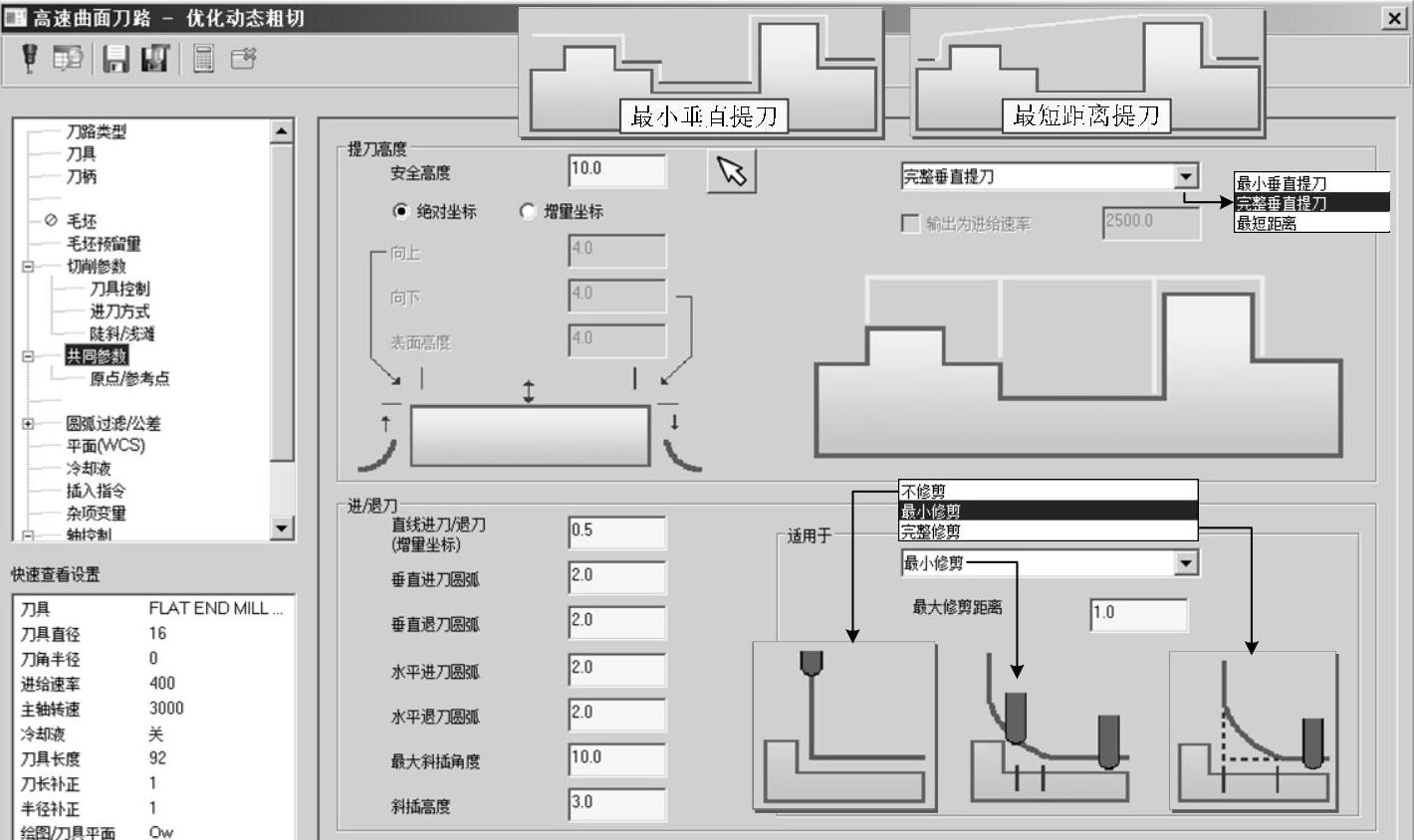
图7-22 “高速曲面刀路-优化动态粗切”对话框→“共同参数”选项
2.优化动态粗铣加工设置示例
例7-4 参照图7-14练习优化动态粗铣加工设置。加工曲面参数参见图3-24b与图3-44d,底面先用“草图”功能选项卡中的“矩形”功能 构建一个平面,然后绘制一个圆(图例为φ150)作为修剪线,再利用“曲面”功能选项卡中的“修剪到曲面”功能
构建一个平面,然后绘制一个圆(图例为φ150)作为修剪线,再利用“曲面”功能选项卡中的“修剪到曲面”功能 修剪获得一个圆底平面。工件坐标系设置在曲面顶点,毛坯设置为立方体圆柱体,顶面留0.5mm余量,底面多余部分高度自定。加工刀具为φ16mm平底铣刀。参考点设置为(0,0,120)。其余选项参数按照图7-15~图7-22设定。
修剪获得一个圆底平面。工件坐标系设置在曲面顶点,毛坯设置为立方体圆柱体,顶面留0.5mm余量,底面多余部分高度自定。加工刀具为φ16mm平底铣刀。参考点设置为(0,0,120)。其余选项参数按照图7-15~图7-22设定。
练习时注意观察从不同视角观察刀具角度,体会刀路特点,悟出加工用途。另外,将“切削参数”选项中的“步进量”勾选去除,同时将分层深度设置为2.0mm,观察其刀轨变化,同时注意实体仿真的结果,体会为什么仿真结果是相同的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。