



插削铣削(简称插铣,Plunge Milling)的刀具进给运动为轴向方向,类似于钻孔,所以Mastercam中称之为钻削加工,但钻削加工选择刀具时容易误认为选择钻头,因此本书回归加工工艺,用词以插削铣削或插铣为主。插铣加工的主切削刃为端面切削刃,其工作条件劣于圆周切削刃加工。但刀具轴向方向的刚度等远大于横向方向,因此插铣加工的进给速度等一般取得较大,加工效率较高。图7-12所示为插铣加工示例,其加工模型为图3-72所示的六角台旋钮模型。
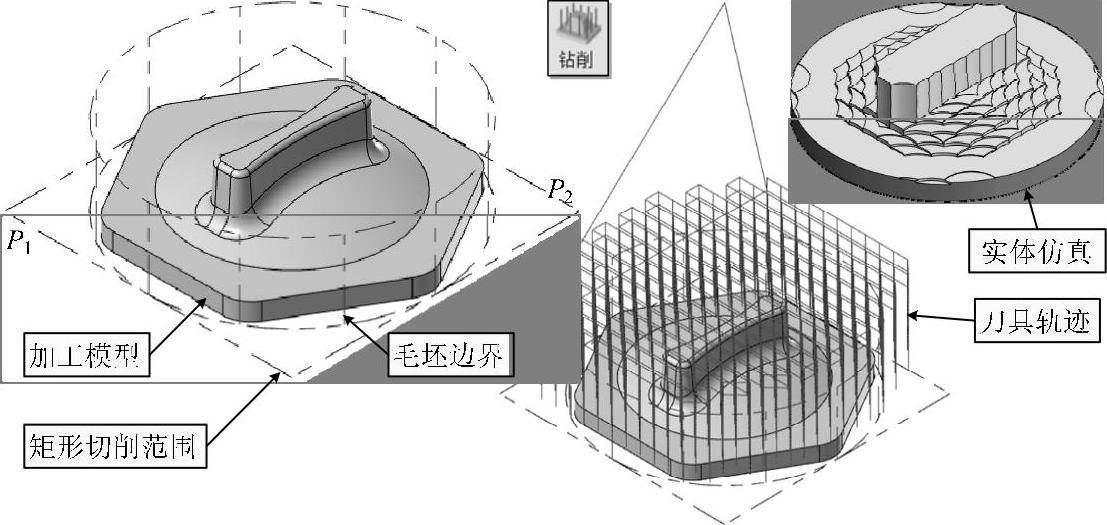
图7-12 插铣加工示例
1.插削粗铣加工主要参数设置说明
插削粗铣加工参数设置主要集中在“曲面粗切钻削”对话框中,下面以图7-12所示六角台旋钮模型为例讨论插铣粗铣加工。
首先,模型的准备,除了加工模型、工件坐标系、铣削模块的进入与毛坯的设置、加工曲面的选择等,插铣加工必须准备好一个矩形的包含加工模型的矩形,编程时按系统要求选取两对角点(如图7-12中的点P1和P2)确定加工范围。
(1)“刀具参数”选项卡 与挖槽粗铣加工基本相同,此处刀具为φ16mm平底铣刀,参考点设置为(0,0,100),其余未尽参数自定。(https://www.xing528.com)
(2)“曲面参数”选项卡 与图7-10所示基本相同。
(3)“钻削式粗切参数”选项卡 是插铣加工参数设置的主要部分,参见图7-13中的说明。
2.插削粗铣加工设置示例
例7-3 设置完成图7-12所示模型的插削粗铣加工编程。已知:毛坯为圆柱体,上表面留加工余量2mm,φ16mm平底铣刀,参考点设置为(0,0,100)。加工面预留量1mm,未选择干涉面。“曲面参数”选项卡设置参见图7-10(参考高度选绝对坐标)。“钻削式粗切参数”选项卡设置见图7-13。切削范围点选图7-12中的点P1和P2。
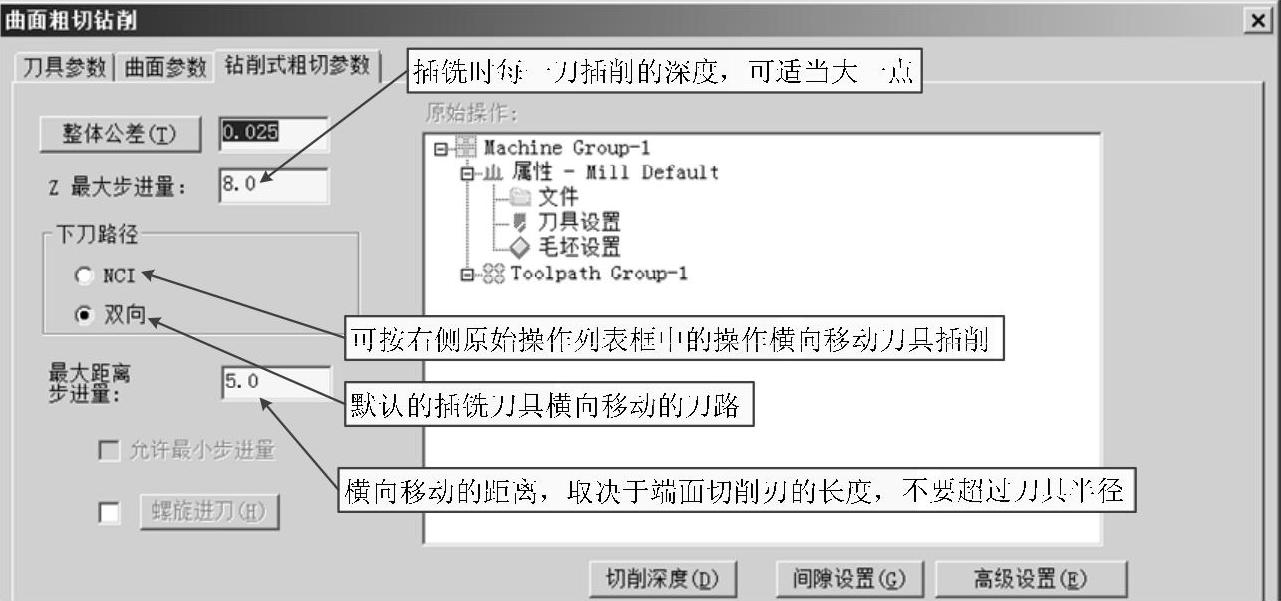
图7-13 “曲面粗切钻削”对话框→“钻削式粗切参数”选项卡
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。