



3D铣削加工主要用于三维复杂型面的加工,依据加工工艺要求,常分为粗铣与精铣两类工序。粗铣主要用于高效率、低成本的快速去除材料,其刀具选择原则是尽可能选择直径稍大的圆柱平底铣刀。精铣主要为了保证加工精度与表面质量,为更好地拟合加工曲面,一般选用球面半径小于加工模型最小圆角半径的球头铣刀。粗、精铣之间,可根据需要增加半精铣,半精铣是粗、精铣之间的过渡工序,目的是使粗、精铣之间的加工余量不要有太大的变化。半精铣的刀具直径一般略小于粗铣,刀具型式可以是圆柱平底铣刀或圆角铣刀,其中刀尖圆角稍大的圆角铣刀还可作为小曲率曲面的精铣刀具。
同2D铣削类似,传统的3D铣削切削用量的选择也是遵循低转速、大切深、小进给的原则,但随着机床、刀具技术的进步,近年来的高速铣削切削用量的选择多采取高转速、小吃刀量(包括背吃刀量ap和侧吃刀量ae)、大进给的原则选取。高速铣削加工要求切削力不能有太大的突变,包括刀具轨迹不能有尖角转折,这在Mastercam 2017中的高速铣削加工策略的刀具轨迹上可见一斑。
3D铣削加工策略(3D刀路)集成在铣削“刀路”功能选项卡的“3D”选项列表区,分为粗切与精切两部分。默认为折叠状态,需要时可上下滚动或展开使用,如图7-1所示。
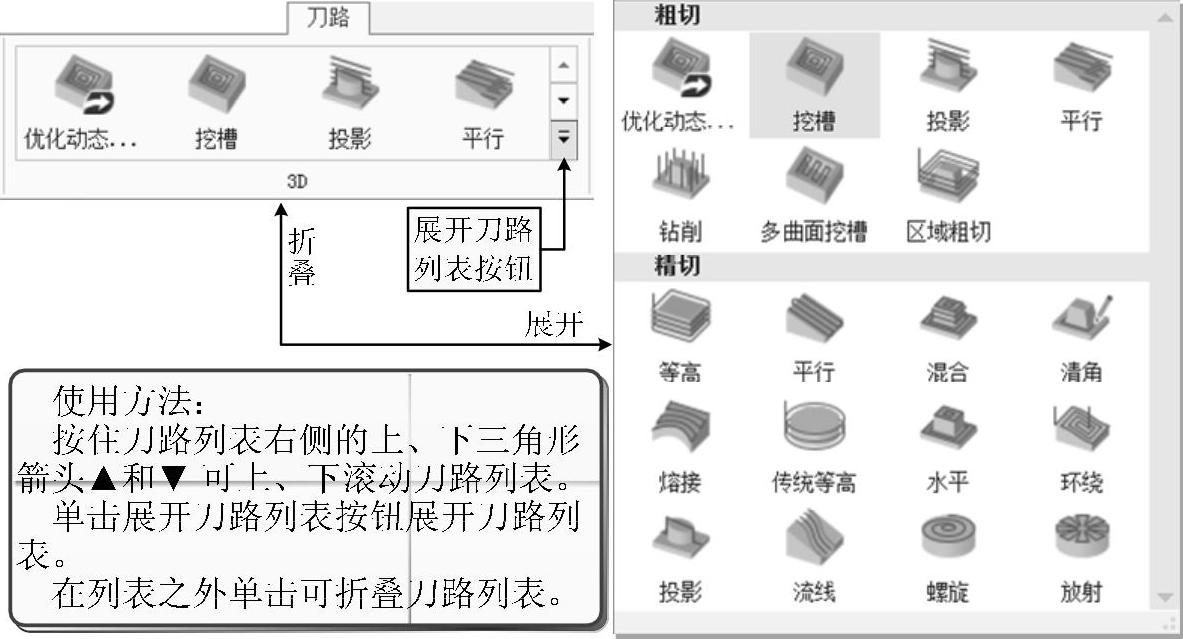
图7-1 “3D”刀路列表的展开与折叠(https://www.xing528.com)
Mastercam中,实体模型不便选择部分加工面,故常用曲面模型,为此在“曲面”功能选项卡“创建”功能选项区有一个“由实体生成曲面”功能按钮 ,利用此功能可快速地将实体模型的表面提取出来转化为表面曲面模型。对于实体建模或外部导入的STP格式模型,在编程之前一般要提取实体的曲面模型。为模型的管理方便,建议单独建立曲面层别并提取实体表面至该层别。
,利用此功能可快速地将实体模型的表面提取出来转化为表面曲面模型。对于实体建模或外部导入的STP格式模型,在编程之前一般要提取实体的曲面模型。为模型的管理方便,建议单独建立曲面层别并提取实体表面至该层别。
提取出曲面模型后,就可方便地选择部分曲面为加工曲面进行加工编程。用鼠标逐个选取曲面固然简单,但利用窗选功能能够快速选取曲面。图7-2所示为常见的快速窗选加工曲面的示例。图中的实体模型取自图3-52,其中,凸台实体模型将分模面向下推拉了5mm。对于凹槽类模型部分曲面,一般先切换至俯视图视角窗选(采用默认的范围内选项 )加工面,然后再切换为等视图视角,如图中的标号①、②图。对于凸台类模型的部分曲面,一般先切换为正视图视角,窗选加工曲面后再切换回等视图视角,如图中的标号③、④图。
)加工面,然后再切换为等视图视角,如图中的标号①、②图。对于凸台类模型的部分曲面,一般先切换为正视图视角,窗选加工曲面后再切换回等视图视角,如图中的标号③、④图。
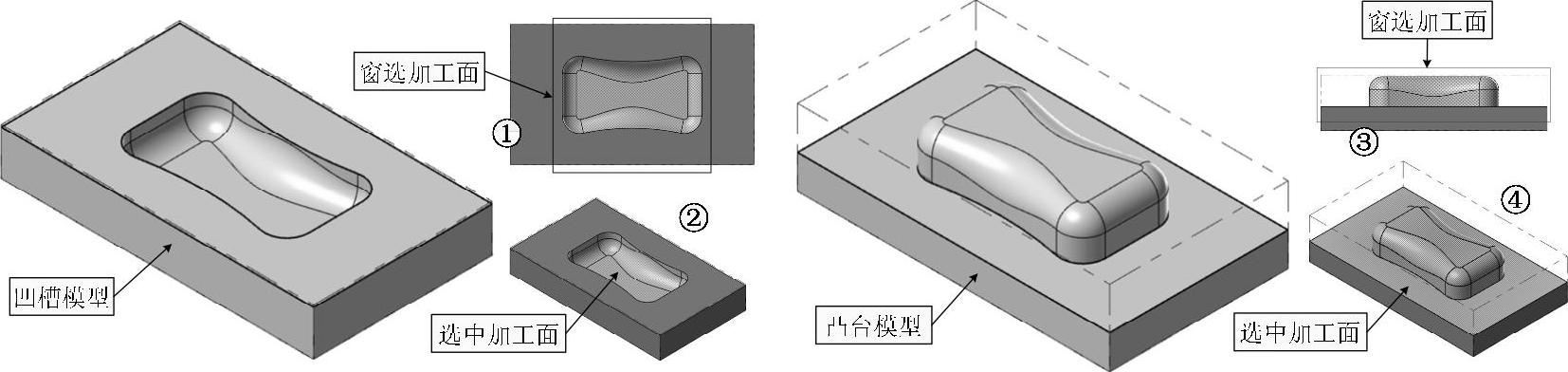
图7-2 加工曲面选择示例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。