



【摘要】:螺旋铣孔加工以螺旋插补指令为主、轴向螺旋切削为主铣削圆孔。通过改变粗切次数,多次螺旋铣削扩大孔径。“刀路类型”选项 与钻孔对话框基本相同,仅默认的刀路选项是螺旋铣孔。图6-89 “2D刀路-螺旋铣孔”对话框→“粗/精修”选项“共同参数”与“原点/参考点”选项同前所述。
螺旋铣孔加工以螺旋插补指令为主、轴向螺旋切削为主铣削圆孔。通过改变粗切次数,多次螺旋铣削扩大孔径。另外,还可启动精修加工,提高孔的加工精度。螺旋铣孔加工适合于长径比铰大的大圆孔加工。
1.螺旋铣孔加工主要参数设置说明
螺旋铣孔加工参数设置主要集中在“2D刀路-螺旋铣孔”对话框中,以下以图6-78中φ30mm圆孔为例展开讨论。与前述相同部分仅简述。
(1)圆孔位置的指定 同钻孔位置指定方法。
(2)“刀路类型”选项 与钻孔对话框基本相同,仅默认的刀路选项是螺旋铣孔 。
。
(3)“刀具”选项 与前述全圆铣削相同,共用一把φ16mm平底铣刀。
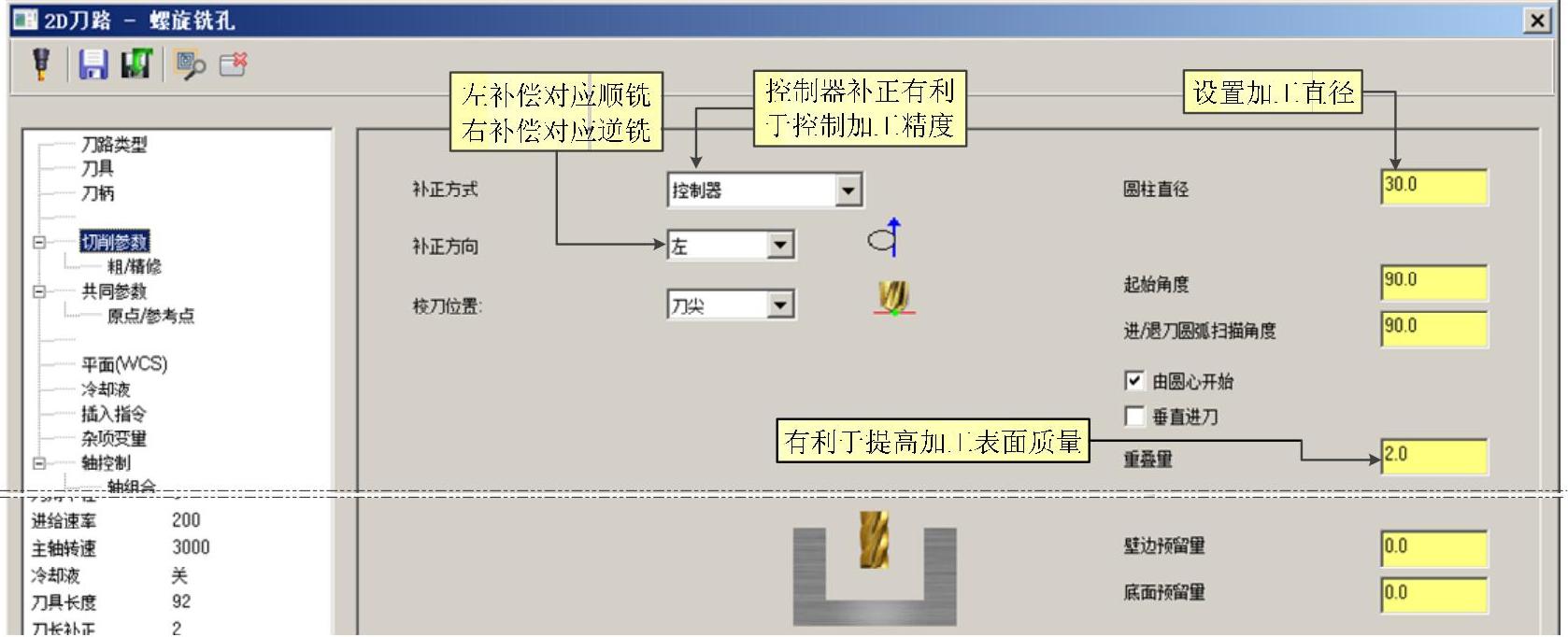
(4)“切削参数”选项 相关参数设置如图6-88所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-88 “2D刀路-螺旋铣孔”对话框→“切削参数”选项
(5)“粗/精修”选项 如图6-89所示,可设置粗、精铣加工,其中“精修”为可选项,“精修”选项区域中的“精修方式”下拉列表中的“圆形”选项结果是精铣时为整圆圆弧插补方式。注意:光标设置某参数时,右侧的样例图会相应变化提示。
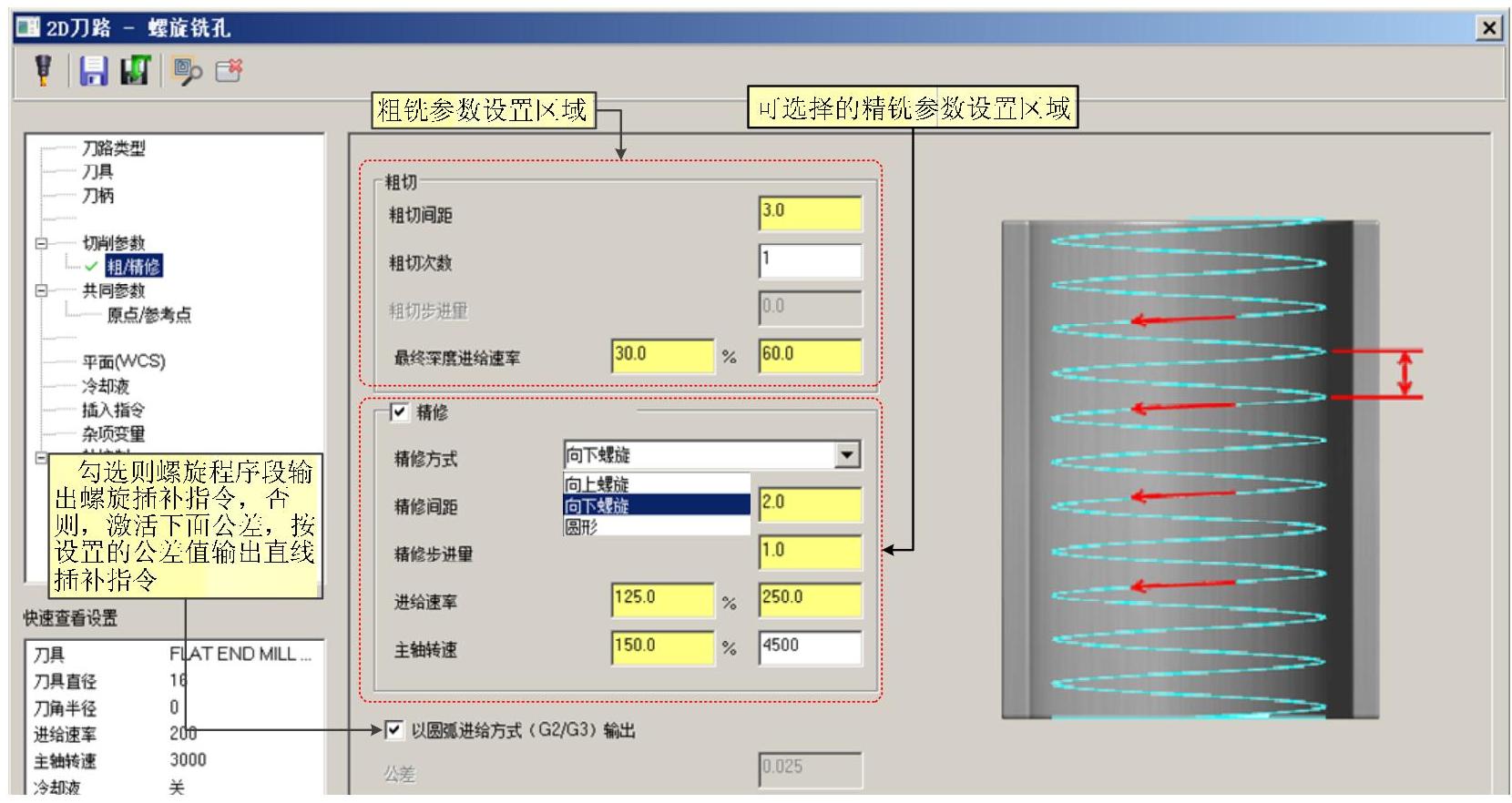
图6-89 “2D刀路-螺旋铣孔”对话框→“粗/精修”选项
(6)“共同参数”与“原点/参考点”选项同前所述。
2.螺旋铣孔加工设置示例
例6-14 完成图6-78所示模型中φ30mm通孔加工设置。要求:顺铣加工,控制器补正,切削参数设置参见图6-88,粗/精铣参数设置见图6-89,参考点设置(0,0,100),其余参数自定,刀具轨迹参见图6-78。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。