



全圆铣削基于圆弧插补指令以整圆铣削为主,横向移动扩大逐渐至尺寸;对于盲孔,可启用螺旋方式下刀;对于孔精度要求稍高的圆孔,可启用半精铣与精铣工步;对于深度稍大的圆孔,可启用深度分层铣削。因此,全圆铣削加工是一种加工精度略逊于镗孔,但灵活性较大的孔加工工艺,适合于长径比不大的大圆孔加工。
1.全圆铣削加工主要参数设置说明
全圆铣削加工参数设置主要集中在“2D刀路-全圆铣削”对话框中,以下以图6-78中φ50mm圆孔为例展开讨论。与前述相同部分仅简述。
(1)圆孔位置的指定 同钻孔位置指定方法。
(2)“刀路类型”选项 与钻孔时的对话框基本相同,仅默认的功能按钮是全圆铣削 。
。
(3)“刀具”选项 与前述介绍基本相同。此处从刀库中选择一把φ16mm平底铣刀。
(4)“切削参数”选项 如图6-84所示,可设置补正方式,补正方向、校刀位置、起始角度、壁边预留量与底面预留量等。其中起始角度选项是控制圆弧切入/切出的位置,其余与前述基本相同。
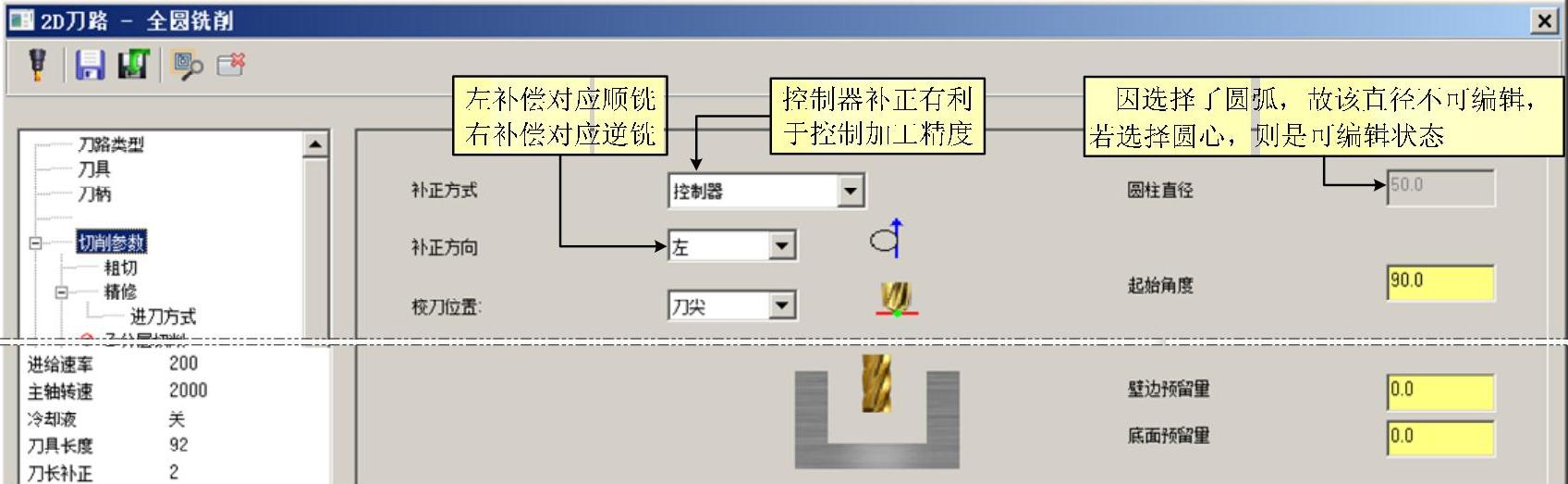
图6-84 “2D刀路-全圆铣削”对话框→“切削参数”选项
(5)“粗切”选项 如图6-85所示,可设置全圆铣削的步进量(即侧吃刀量)、螺旋进刀等参数。注意:光标设置某参数时,右侧的样例图会相应变化提示。
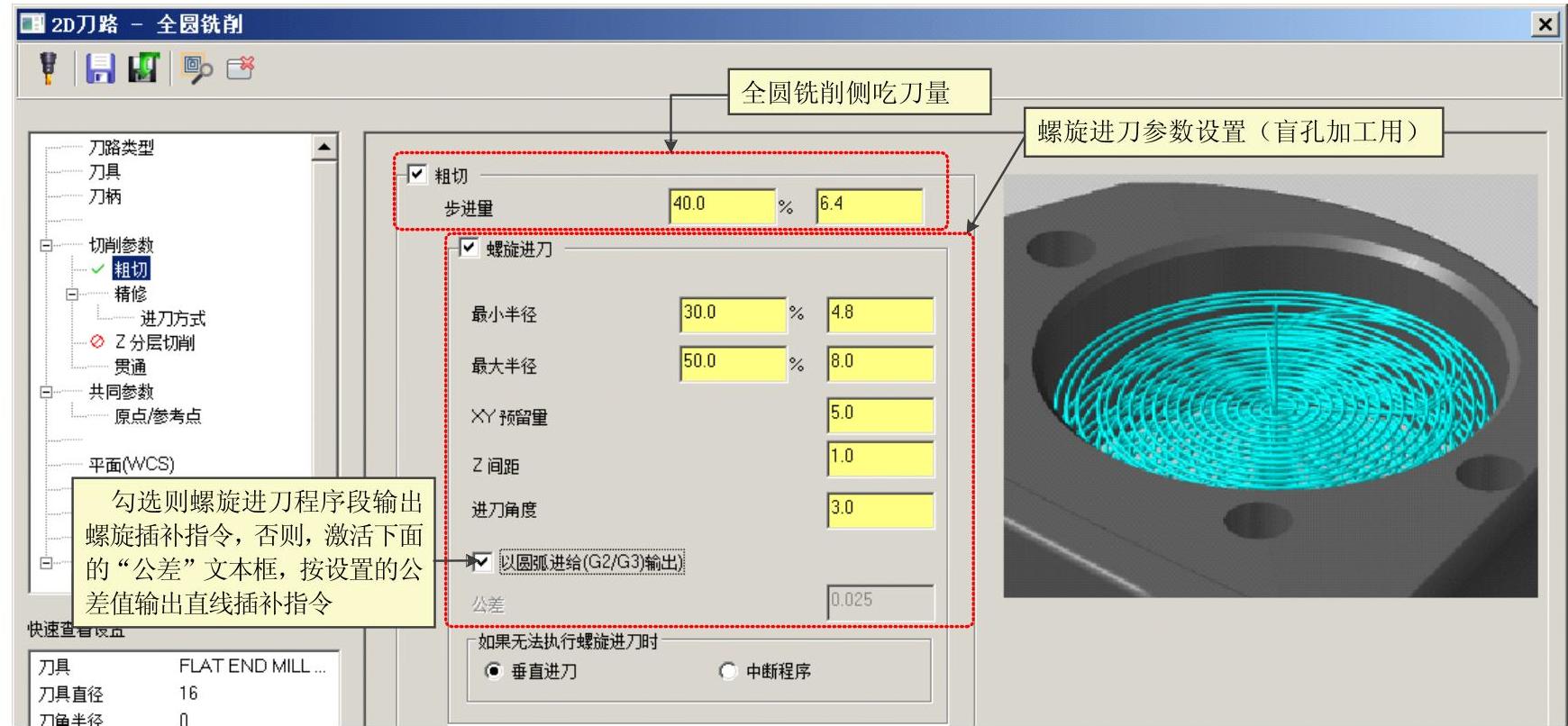
图6-85 “2D刀路-全圆铣削”对话框→“粗切”选项(https://www.xing528.com)
(6)“精修”选项 如图6-86所示,可对全圆孔进行半精铣和精铣的设置,适合于精铣圆孔使用。
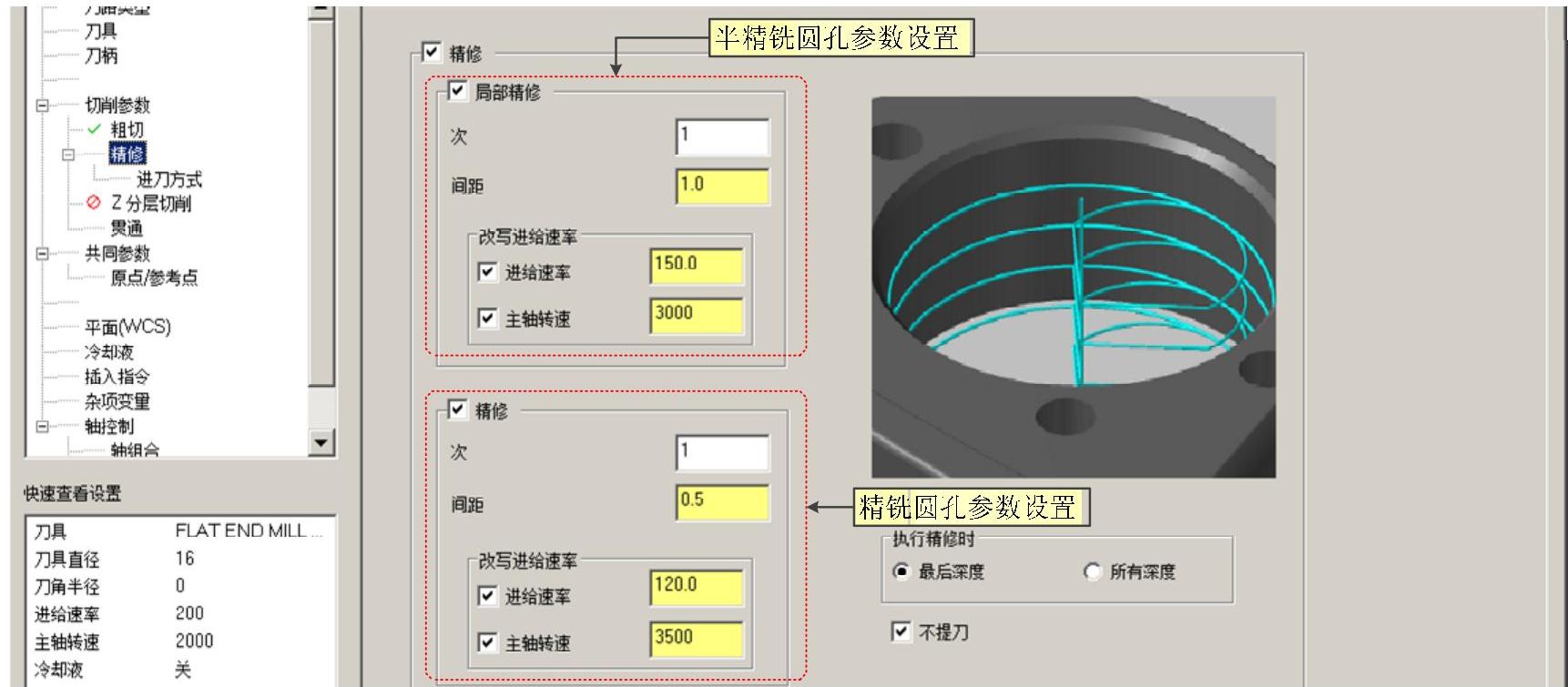
图6-86 “2D刀路-全圆铣削”对话框→“精修”选项
(7)“进刀方式”选项 如图6-87所示,高速进刀设置适当角度可使径向尺寸扩大段刀路更为平稳。进/退刀设置部分主要设置精修时圆弧切线切入/切出部分刀轨的设置。
(8)“Z分层切削”选项 与前述的介绍基本相同。
(9)“贯通”选项 通孔加工时刀具端面超出底面的长度,与共同参数选项卡中深度参数等存一定的联系。设置方法与前述的介绍基本相同。
(10)“共同参数”与“原点/参考点”选项 同前所述。
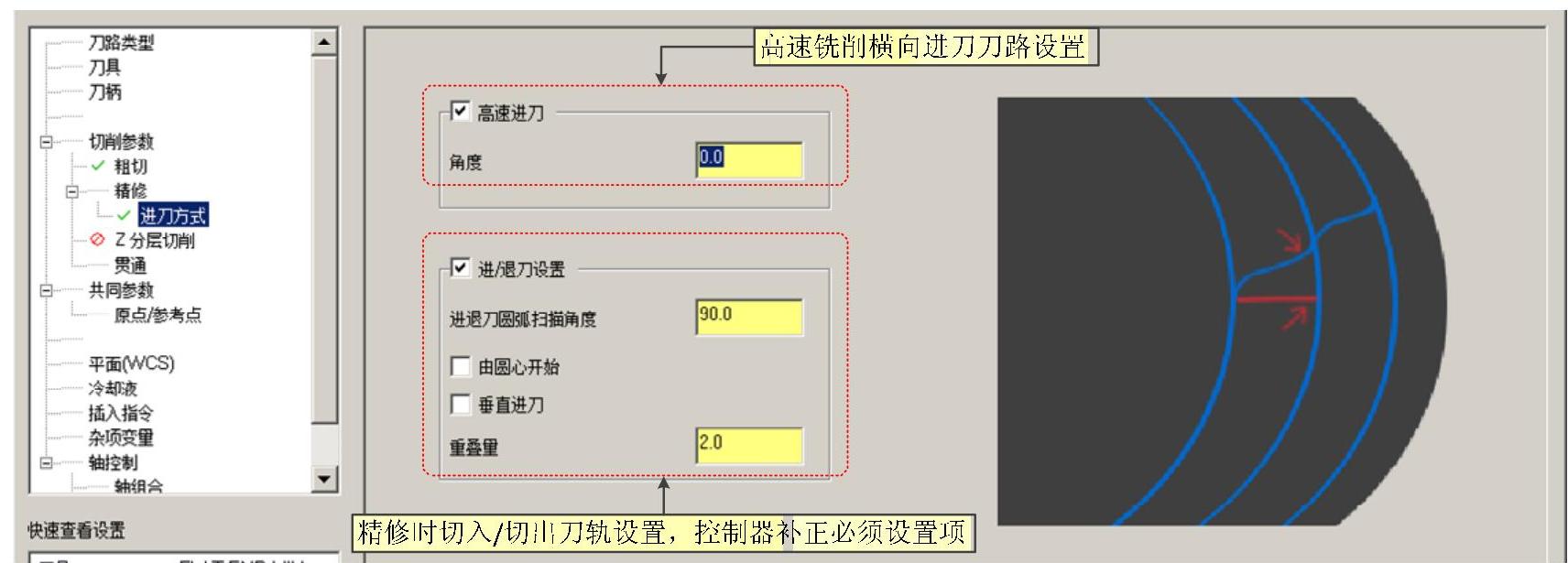
图6-87 “2D刀路-全圆铣削”对话框→“进刀方式”选项
2.全圆铣削加工设置示例
例6-13 完成图6-78所示模型中φ50mm圆通孔加工设置。要求:顺铣加工,控制器补正,粗铣参数设置参见图6-85,精铣参数设置见图6-86,参考点设置(0,0,100),其余参数自定,刀具轨迹参见图6-78。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。