



区域铣削是一种以粗铣为主的刀路,特别适合于挖槽粗铣加工,如图6-60a所示,其刀具路径与2D挖槽相比主要不同是切削在转折处增加了部分圆弧刀轨的过渡,提高了高速切削的稳定性,因此,Mastercam 2017将其归类为2D高速铣削类。由于其“刀路类型”选项部分的设置参数与动态铣削类似,因此其也可用于凸台外廓粗铣加工(参见图6-60b)以及开放串连开放区域的加工(参见图6-60c),但其刀轨提刀以及快速移动的刀轨转折较多,建议加工的进给速度不宜取得太大。
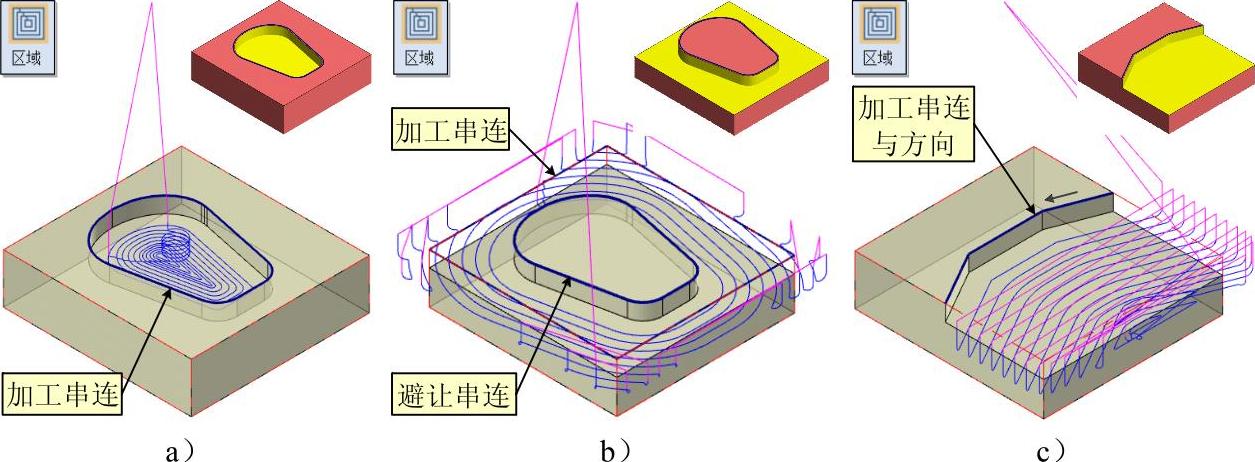
图6-60 2D区域铣削刀具轨迹与加工示例
a)挖槽内轮廓 b)凸台外轮廓 c)开放串连
1.动态铣削主要参数设置说明
区域铣削参数设置主要集中在“2D高速刀路-区域”对话框中,其串连选择、刀具的创建、贯通、共同参数与参考点等的设置操作与前述介绍基本相同。
(1)串连曲线的选择 如图6-60a、c中的加工串连,其选择要求同动态铣削加工。图6-60b所示的凸台轮廓还可以直接选择内、外两轮廓而不设置避让的方式选择。
(2)“刀路类型”选项 与图6-46所示动态铣削基本相同,仅“刀路类型”中的选中项为区域 刀路。
刀路。
(3)“刀具”选项 与前述介绍基本相同。图6-60a采用φ12mm平底铣刀,图6-60b、c采用φ16mm平底铣刀。
(4)“切削参数”选项 设置说明如图6-61所示。
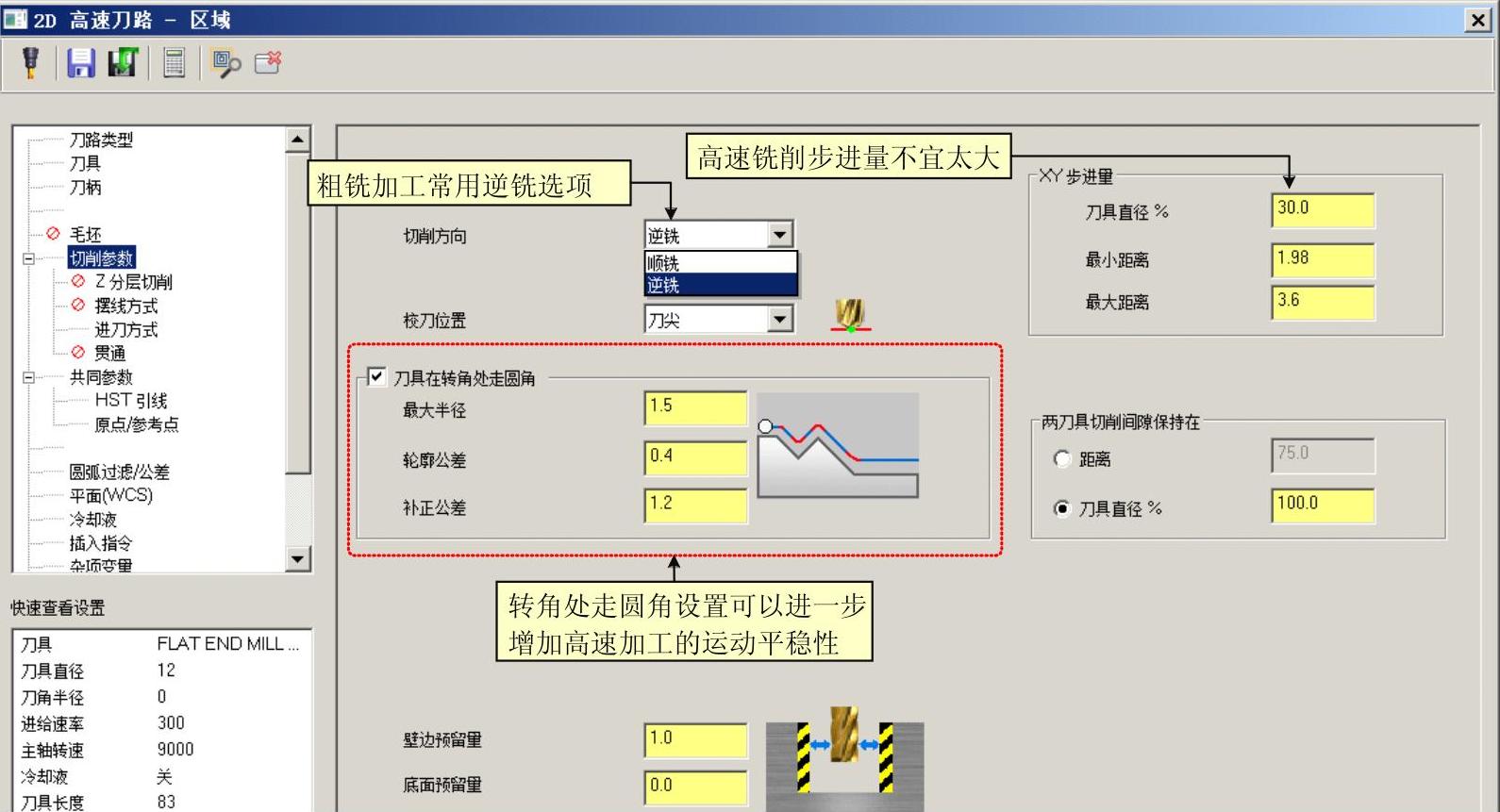
图6-61 “2D高速刀路-区域”对话框→“切削参数”选项
(5)“Z分层切削”选项 用于深度较大、需要深度分层加工的场合,此处未设置。
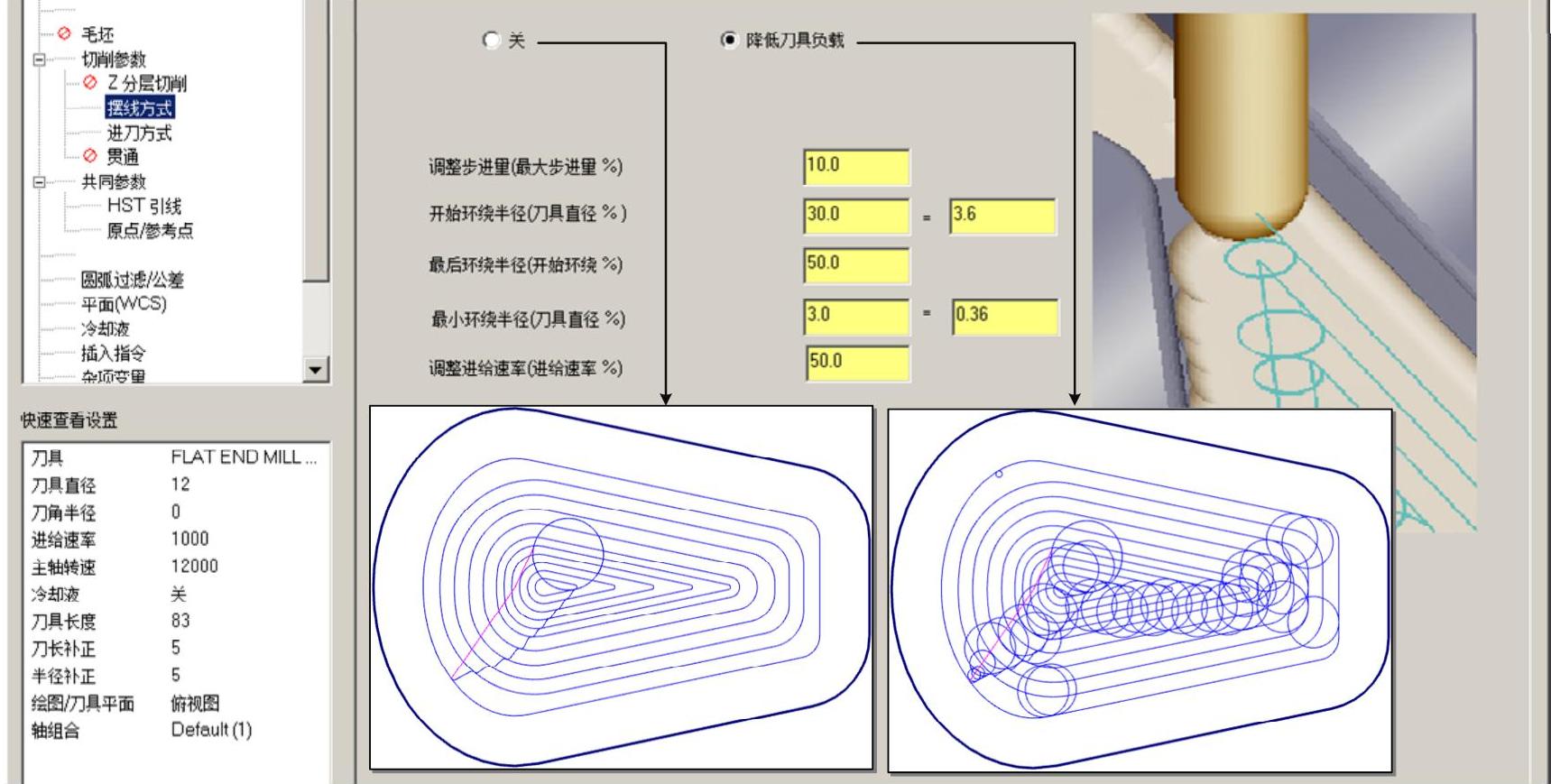
(6)“摆线方式”选项 摆线刀路可使侧吃刀量尽可能均匀,以有效地保证切削力的平稳,是高速铣削加工常见的刀轨参数设置。摆线方式选项默认是关闭的,图6-62所示显示了该选项开启前后的刀路俯视图,开启后在转折处出现了大量的摆线刀轨,读者可通过路径模拟体会其作用。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-62 “2D高速刀路-区域”对话框→“摆线方式”选项
(7)“进刀方式”选项 实质是下刀切入的方式,如图6-63所示,有斜插进刀与螺旋进刀两种。螺旋进刀半径设置建议不大于刀具半径。下部的进刀参数可全为0或按需要设置。
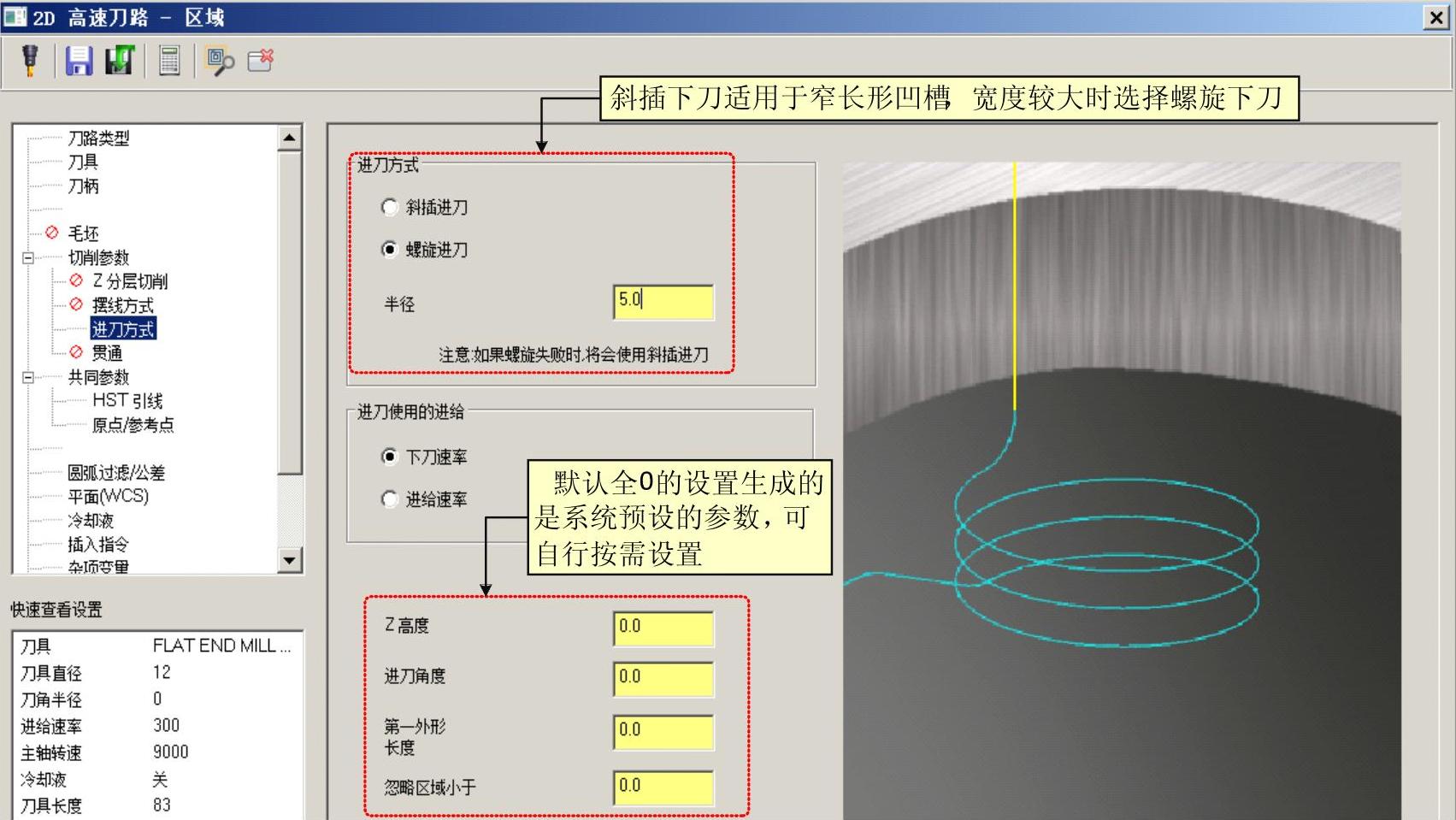
图6-63 “2D高速刀路-区域”对话框→“进刀方式”选项
(8)“贯通”选项 不设置贯通距离。
(9)“HST引线”选项 用于设置垂直进给下刀与横向进给切削之间的圆弧过渡,包括切入与切出引线设置,如图6-64所示。
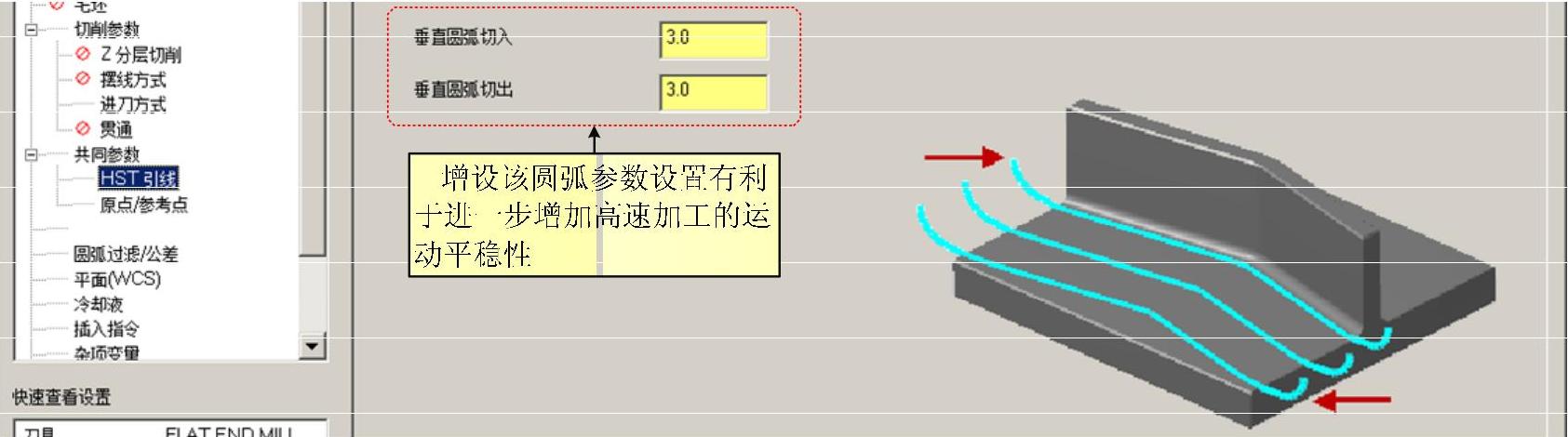
图6-64 “2D高速刀路-区域”对话框→“HTS引线”选项
(10)“共同参数”与“参考点”选项 同前所述。
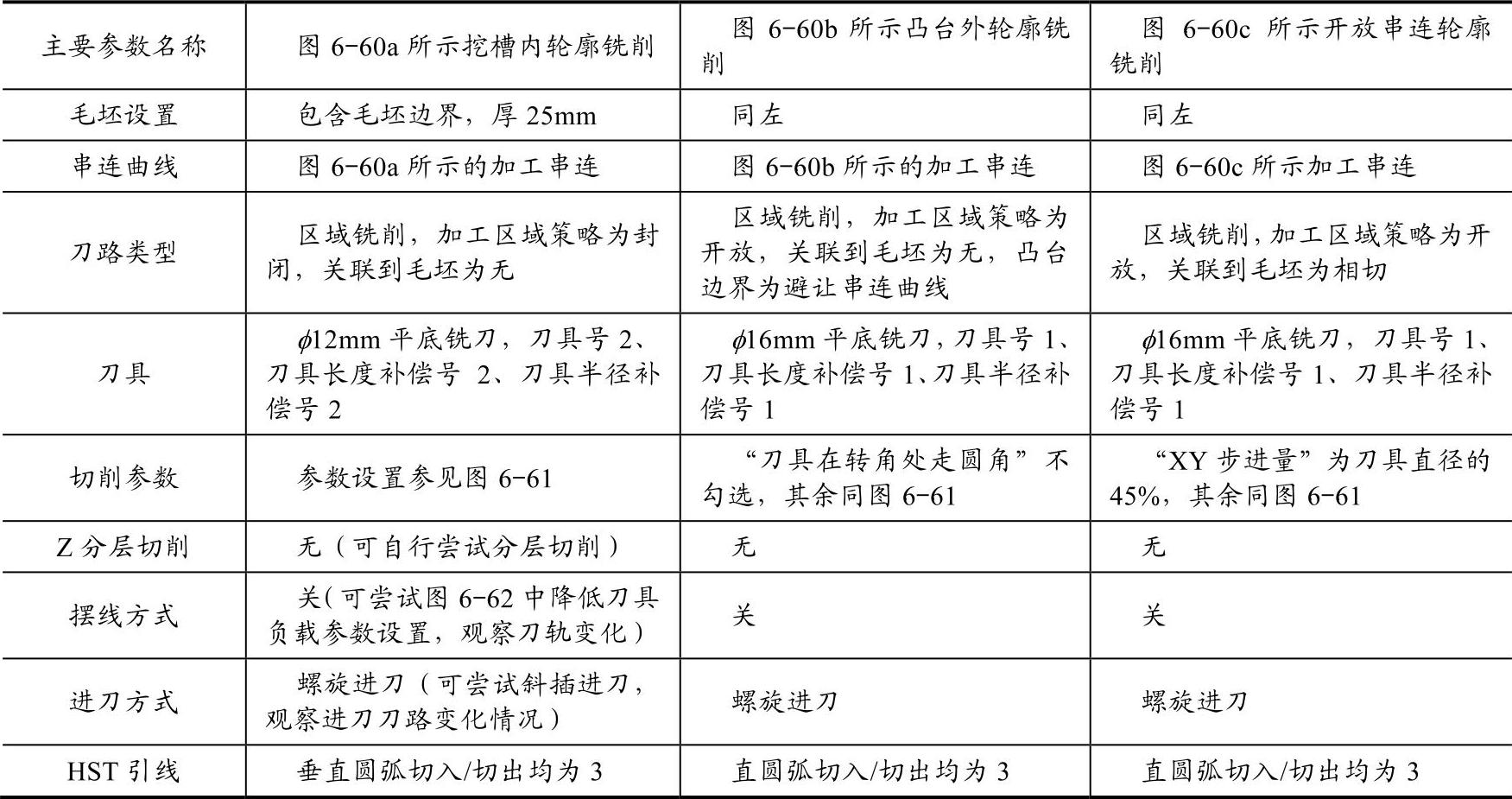
2.区域铣削应用示例
例6-9 试按表6-2所示参数完成图6-60所示三个区域铣削加工示例,未尽参数自定。图形轮廓串连与毛坯轮廓参数同例6-8。三例相同的参数是:毛坯设置均为包含边界厚25mm的立方体毛坯,刀具类型为区域铣削,壁边预留量1mm,底面预留量0,贯通无,共同参数深度-8mm、工件表面0、下刀位置3mm、参考高度6mm,参考点为进入/退出点(0,0,100)。
表6-2 区域铣削练习参数设置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。