



动态外形铣削适用于模型偏置毛坯(如铸造、锻造类零件)2D轮廓曲线的粗、精铣削加工,其加工余量沿铣削轮廓是均匀的,如图6-52所示各图的加工余量均为3mm,因此也可用于粗铣加工后模型的精铣加工。动态外形铣削与前述动态铣削相比,其不仅有粗切刀轨,而且还可设置一条具有控制器补正的精修刀轨,可较好地控制精铣轮廓的尺寸精度。但粗切刀轨少了一个下刀选项,只能生成垂直下刀的刀路。
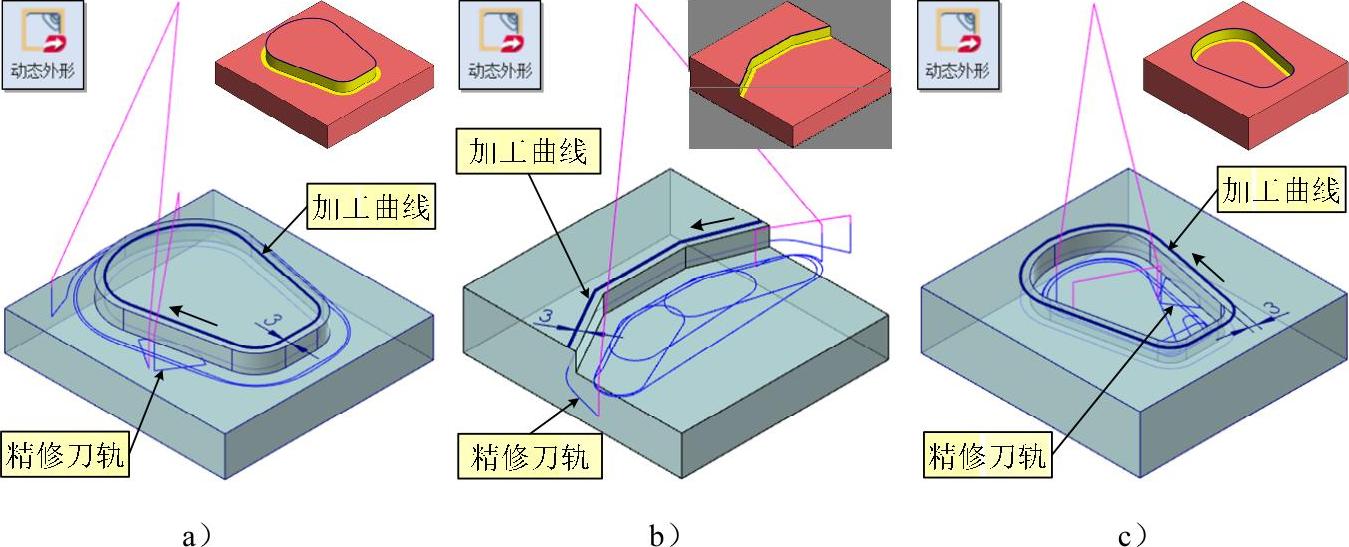
图6-52 2D动态外形铣削刀具轨迹与加工示例
a)凸台外轮廓 b)开放串连 c)挖槽内轮廓
1.动态外形铣削主要参数设置说明
动态铣削参数设置主要集中在“2D高速刀路-动态外形”对话框中,其串连曲线的选择,刀具的创建、贯通、共同参数与参考点等的设置操作与动态铣削基本相同。以下以图6-52a所示凸台外轮廓动态外形铣削为主进行介绍。
(1)模型偏置毛坯(如铸造、锻造类零件)设置 这类毛坯一般可采用图5-4所示对话框中的基于实体模型或STL格式文件方式设置。例如,图6-52所示设置的是加工面偏置3mm实体模型毛坯。
(2)“刀路类型”选项 如图6-53所示,与动态铣削相比,仅加工范围的串连信息与编辑按钮有效,下面的加工区域策略、关联到毛坯和避让范围、空切区域、控制区域等选项均不可用(图6-53中未截取这几个选项)。
串连曲线的选择:如图6-52中的加工曲线串连,其中图6-52b所示的开放曲线要注意串连曲线的方向与顺、逆铣的对应。若按图示箭头走向,则为顺铣加工。

图6-53 “2D高速刀路-动态铣削”对话框→“刀路类型”选项
(3)“刀具”选项 与前述介绍基本相同。图6-52a、b选用φ16mm平底铣刀,图6-52c选用φ12mm平底铣刀。
(4)“切削参数”选项 如图6-54所示,补正方向设置为左,确保以顺铣加工,第一刀补正3mm针对加工余量3.0mm设置,步进量为刀具直径的10%是考虑其可为半精加工,壁边预留量与底面预留量均为0考虑其包含精加工。
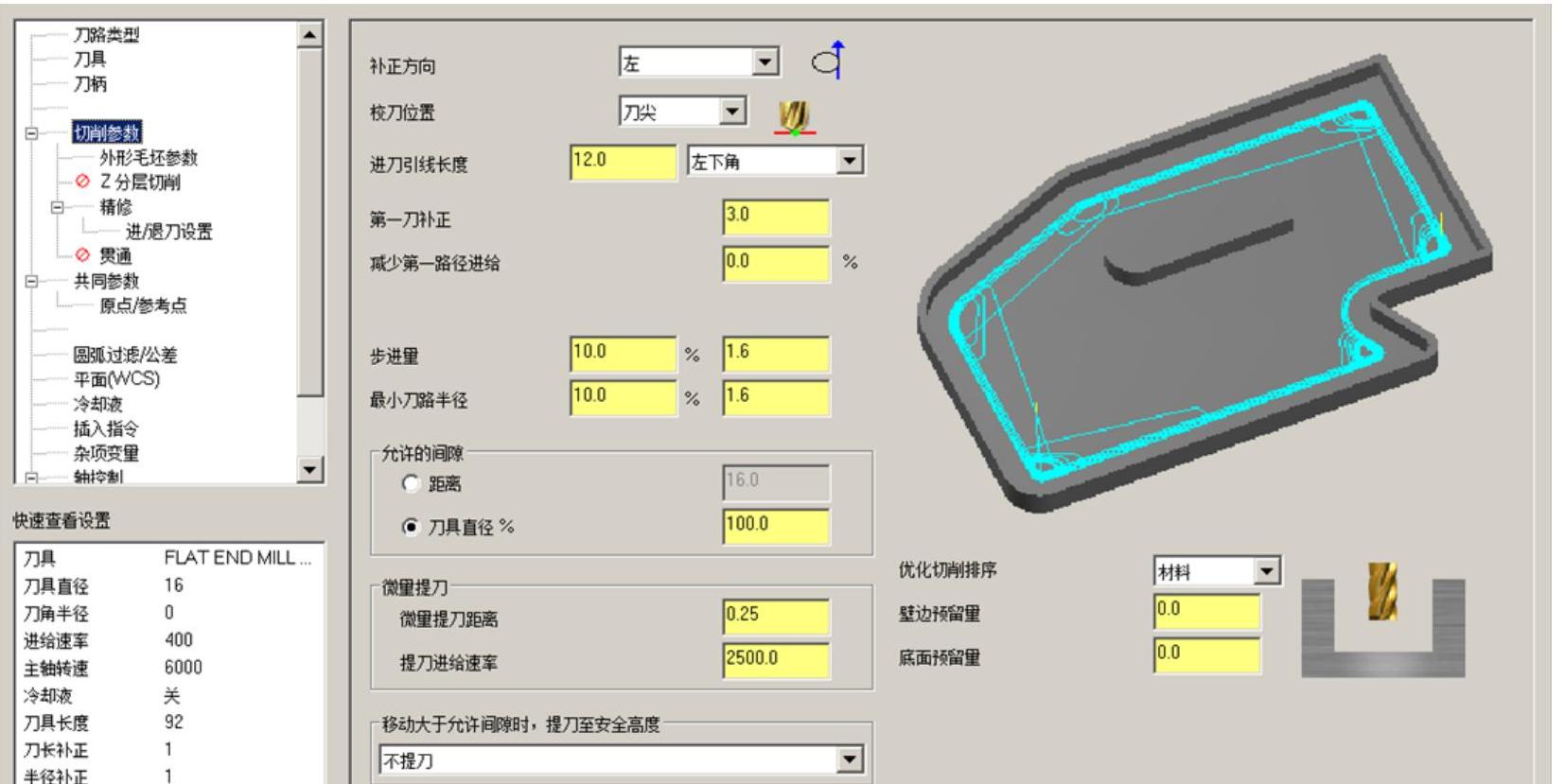
图6-54 “2D高速刀路-动态铣削”对话框→“切削参数”选项
(5)“外形毛坯参数”选项 采用系统默认设置。
(6)“Z分层切削”选项 用于深度较大、需要深度分层加工的场合,此处未设置。
(7)“精修”选项 如图6-55所示,精修1次,余量为0.5mm,控制器补正。注意精修进给速度与主轴转速可以设置得与粗切不同。
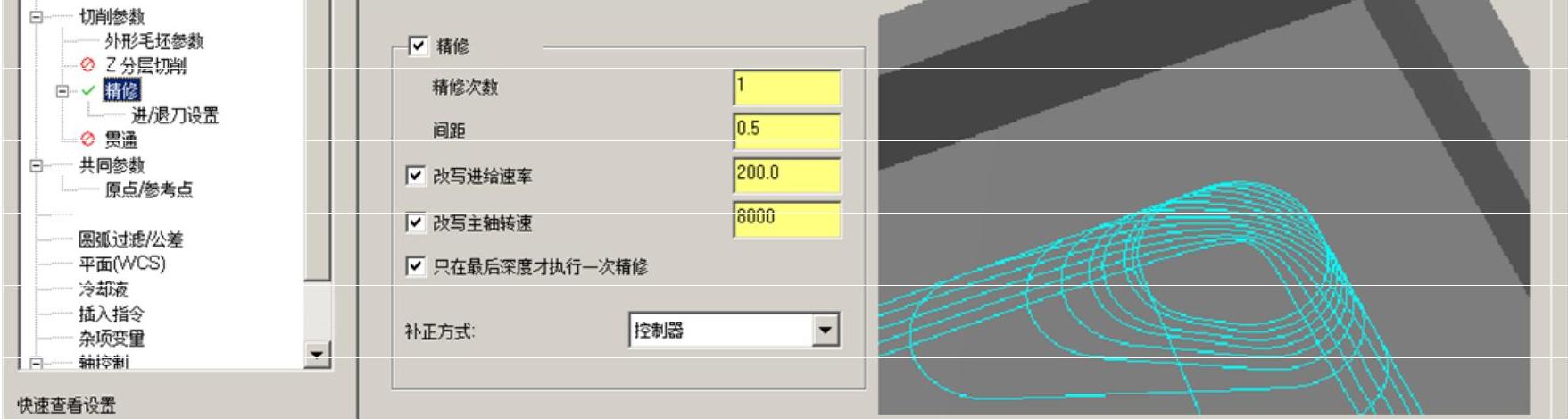
图6-55 “2D高速刀路-动态铣削”对话框→“精修”选项
(8)“进/退刀设置”选项 如图6-56所示,注意图中圈出的垂直、扫描角度等设置与图6-52中精修刀轨切入/退出刀轨的关系。
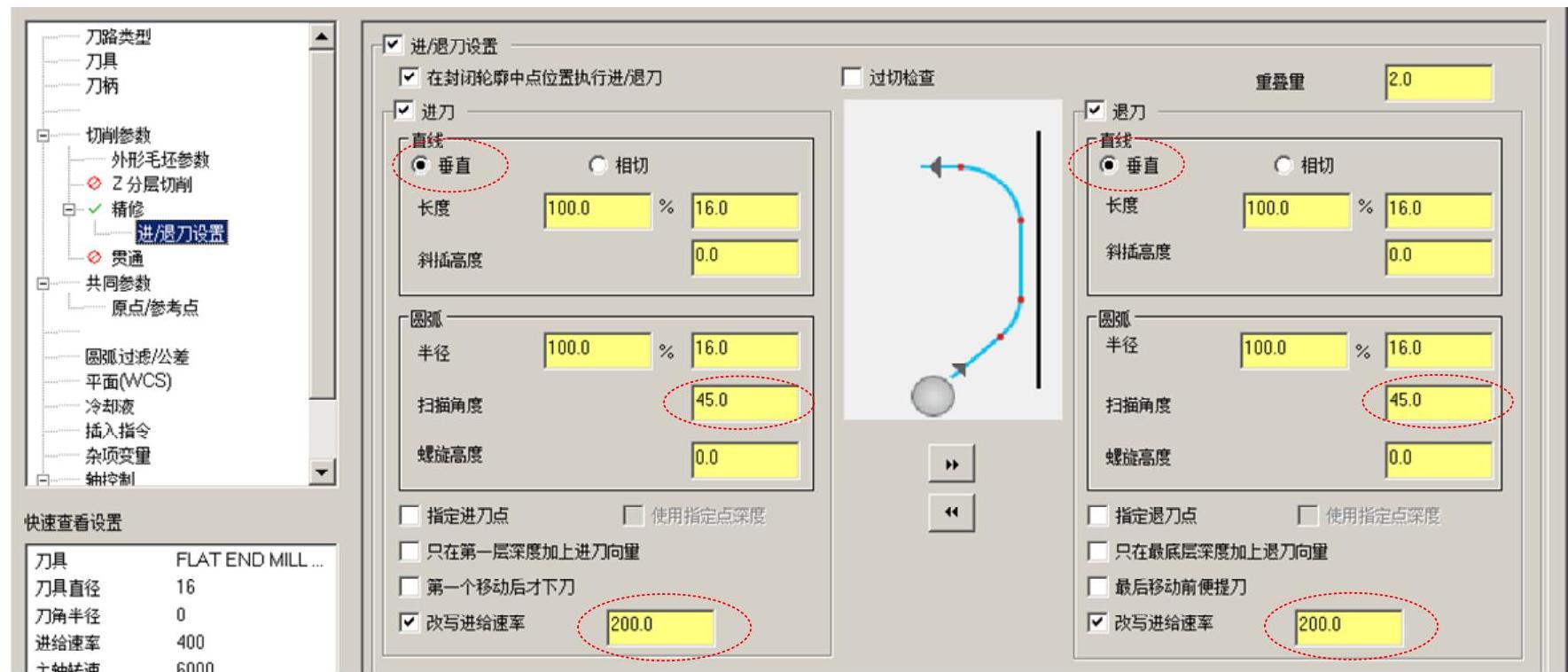
图6-56 “2D高速刀路-动态铣削”对话框→“进/退刀设置”选项
(9)“贯通”选项 图6-52所示的图形不勾选贯通设置。
(10)“共同参数”和“参考点”选项 根据需要设置。图6-52中的设置是,共同参数是深度-8mm、工件表面0、下刀位置3mm、参考高度6mm,参考点是进入/退出点(0,0,100)。
2.动态外形铣削设置例题与示例
(1)动态外形铣削设置例题 如下所示:(https://www.xing528.com)
例6-8 以图6-52a所示的凸台外轮廓动态铣削为例,图形轮廓串连与毛坯轮廓参数参见图2-65及图6-2中的说明,要求顺铣加工,图示位置为直线中点切入/切出,重叠量为2.0mm。
操作步骤简述如下:
步骤1:毛坯模型的准备图6-52a所示的毛坯是模型加工面偏置3mm加工余量的模型,如图6-57所示。毛坯模型创建时注意其模型层别必须与加工模型当前层别不同,且世界坐标系的位置必须相同。
启动图6-2b所示的加工模型(图中的实体模型可以不用),单击“文件”选项卡下的“合并”命令,导入准备好的毛坯模型。
步骤2:进入铣床模块,在“刀路”操作管理其中加载一个加工群组(Machine Group-1)。在“刀路”操作管理器中单击“毛坯设置”选项 ,系统弹出“机器群组属性”对话框“毛坯设置”选项卡,选中“实体”单选按钮,单击右侧的“选择”按钮
,系统弹出“机器群组属性”对话框“毛坯设置”选项卡,选中“实体”单选按钮,单击右侧的“选择”按钮 ,临时退出对话框,然后选择刚才导入的毛坯模型,并勾选“显示”选项,选中“实体”单选选项,使模型以红色实体的形式显示,设置完成后可在屏幕上清晰地看到毛坯模型。当然也可不显示毛坯模型,其不会影响后续的实体仿真。
,临时退出对话框,然后选择刚才导入的毛坯模型,并勾选“显示”选项,选中“实体”单选选项,使模型以红色实体的形式显示,设置完成后可在屏幕上清晰地看到毛坯模型。当然也可不显示毛坯模型,其不会影响后续的实体仿真。
步骤3:单击“铣床刀路”功能选项卡“2D刀路”列表中“动态外形”铣削功能按钮 ,创建一个2D高速刀路操作,会弹出“2D高速刀路-动态铣削”对话框,该对话框中主要参数的设置如下:
,创建一个2D高速刀路操作,会弹出“2D高速刀路-动态铣削”对话框,该对话框中主要参数的设置如下:
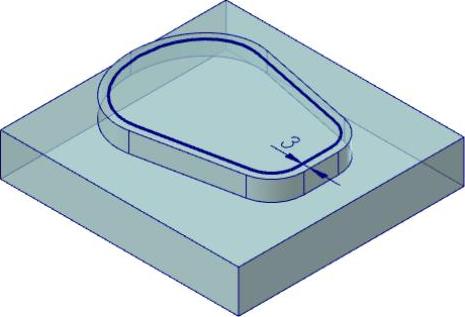
图6-57 毛坯实体模型
1)串连曲线的选择。选择图6-52a中的加工曲线,串连方向与拾取位置如图6-58所示。
2)“刀路类型”选项。参见图6-53,确认为“动态外形” 铣削类型。
铣削类型。
3)“刀具”选项。从刀库中创建一把φ16mm平底铣刀,修改刀具号、刀长补正和半径补正号为1,设置进给速率为400mm/min,主轴转速为6000r/min,下刀速率为100mm/min。
4)“切削参数”选项。参见图6-54设置。
5)“精修”选项。参见图6-55设置。
6)“进/退刀设置”选项。参见图6-56设置。
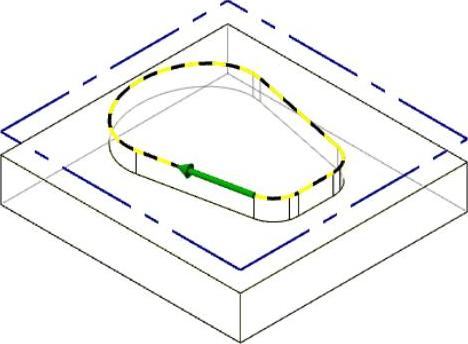
图6-58 加工串连的选择
7)“共同参数”和“参考点”选项。共同参数是深度-8mm、工件表面0、下刀位置3mm、参考高度6mm,参考点是进入/退出点(0,0,100)。
步骤4:生成刀轨与实体仿真等,如图6-59所示。图中标号①为刀路三维视图,标号②为刀路俯视图,标号③为路径模拟中途截图,标号④为实体仿真切削前状态,标号⑤为实体仿真切削中途状态,标号⑥为实体仿真切削结束状态。
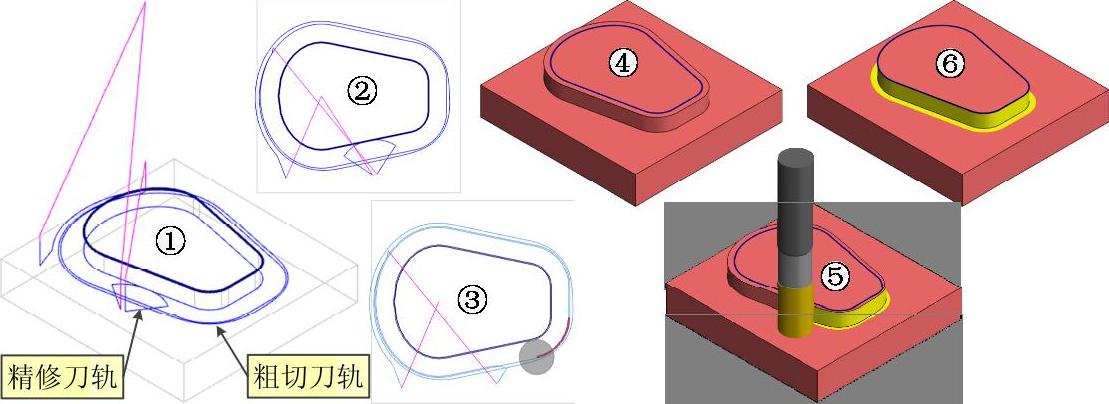
图6-59 生成刀轨、路径模拟与实体仿真
(2)动态外形铣削设置示例 如下所示:
示例1:图6-52c所示动态外形铣削挖槽内轮廓的加工。将例6-6中的挖槽内轮廓动态铣削示例的壁边预留量修改为3mm,作为本示例的毛坯模型,接着开始本示例动态外形铣削加工。与例6-8不同的设置选项有“刀具”选项:φ12mm平底铣刀,修改刀具号、刀长补正和半径补正号为2;“切削参数”选项:步进量15%,最小刀路半径10%。
示例2:图6-52b所示动态外形铣削开放串连曲线侧壁动态外形铣削加工。将例6-6中的开放串连轮廓动态铣削的壁边预留量修改为3mm,作为本示例的毛坯模型,接着开始本示例动态外形铣削加工。与例6-8不同的设置选项有“切削参数”选项:步进量10%,最小刀路半径50%。
注意
读者也可尝试参照例6-8的方式创建模型加工面偏置3mm加工余量的毛坯模型,合并后指定其为毛坯,进行外形动态铣削加工。另外,还可尝试将图6-57所示的毛坯实体模型另存为*.stl格式文件,然后尝试练习用文件方式调用STL格式的毛坯文件进行毛坯的设置。通过这些毛坯的创建,也许会形成您对毛坯创建的新认识与习惯。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。