



动态铣削是基本与常用的高速铣削加工策略之一,可进行2D的凹槽挖槽粗铣削、凸台外形粗铣削,还能对开放的部分串连曲线进行阶梯铣削,如图6-45所示。
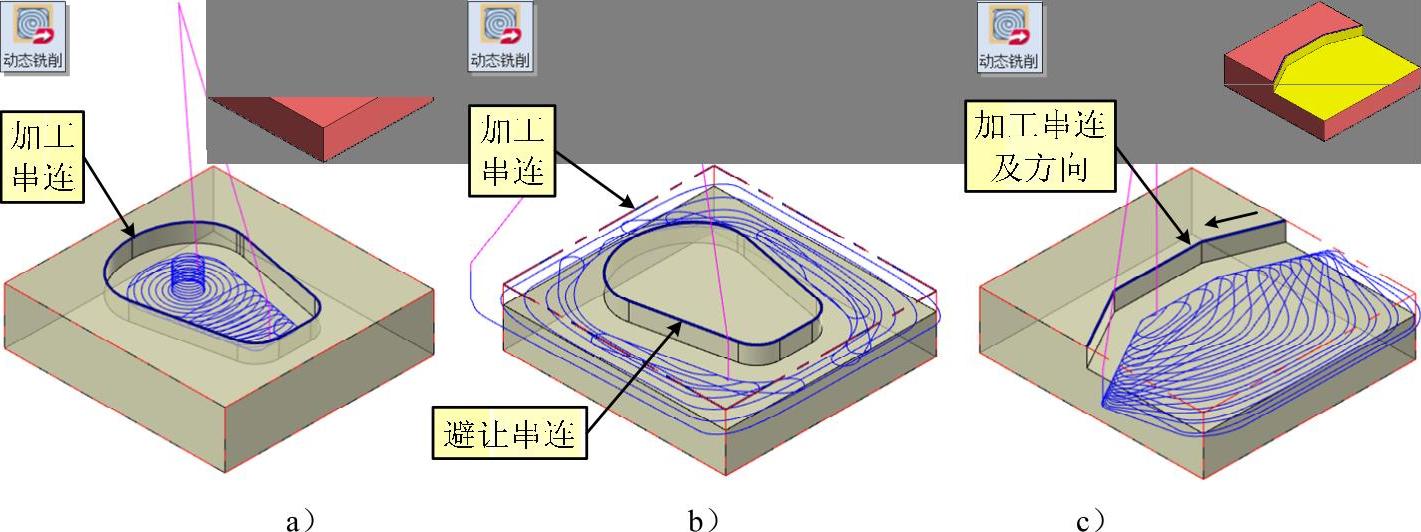
图6-45 动态铣削刀具轨迹与加工示例
a)挖槽内轮廓 b)凸台外轮廓 c)开放串连
1.动态铣削主要参数设置说明
动态铣削参数设置主要集中在“2D高速刀路-动态铣削”对话框中,其刀具的创建、贯通、共同参数与参考点等的设置操作与前述介绍基本相同,因此如无特殊情况,一般不予详细说明。
(1)串连曲线的选择 如图6-45中的加工串连。动态铣削串连曲线仅需选择一条曲线即可,但允许是部分串连(开放串连曲线)等,部分串连选择时串连方向会影响加工区域。
(2)“刀路类型”选项 如图6-46所示,刀路列表中的五种刀路均属高速铣削加工策略。“加工区域策略”选项选择“开放”选项时适用于图6-45b、c所示示例。“关联到毛坯”的三个选项主要用于开放型加工区域加工时刀路是否扩展延伸或延伸多少,如图6-45c所示刀轨选择了关联到毛坯相切,使刀路延伸到底面下部边界。加工区域设置区域的四项设置:“避让范围”可选择串连限制加工区域,如图6-45b所示凸台外轮廓铣削就是选择毛坯轮廓为加工串连曲线,然后选择凸台边界为避让串连曲线,如此得到凸台轮廓的外轮廓加工范围;“控制区域”则是选择串连限制刀具加工的区域,其含义与避让正好相反。最下面的“进入串连”以及“预览串连”和“颜色”按钮用于预览加工区域、空切区域和控制区域等。
(3)“刀具”选项 与前述介绍基本相同。
(4)“毛坯”选项 一般不用设置。也可设置之前操作的剩余毛坯,进行清角加工等,参见图6-49。
(5)“切削参数”选项 如图6-47所示,该选项中的设置内容多且重要,但大部分选项当光标单击文本框时右上角的样例图会相应显示提示,读者可按样例理解并设置,图中带圈的数字选项与图例对应。需要说明的是,对于图6-45b、c所示的凸台外廓铣削时,刀路向外延伸的多少与第一刀补正量有关,具体根据需要设置。而图6-45a则不需设置该值(默认为0即可)。关于步进量(即侧吃刀量ae),高速铣削与普通切削不同,一般取20%~30%即可。
(6)“Z分层切削”选项 对于深度较大的2D铣削时,可进入该选项,勾选“深度分层”并设置相关选项与参数,其设置方法与前述基本相同。
(7)“进刀方式”选项 实质是图6-45a所示挖槽加工时的下刀方式设置,如图6-48所示。每种进刀方式会激活下面相应的参数设置项,且可激活并设置下刀进给速度与主轴转速。
(8)“贯通”选项 与前述介绍基本相同。
(9)“共同参数”与“参考点”选项 与前述介绍基本相同。
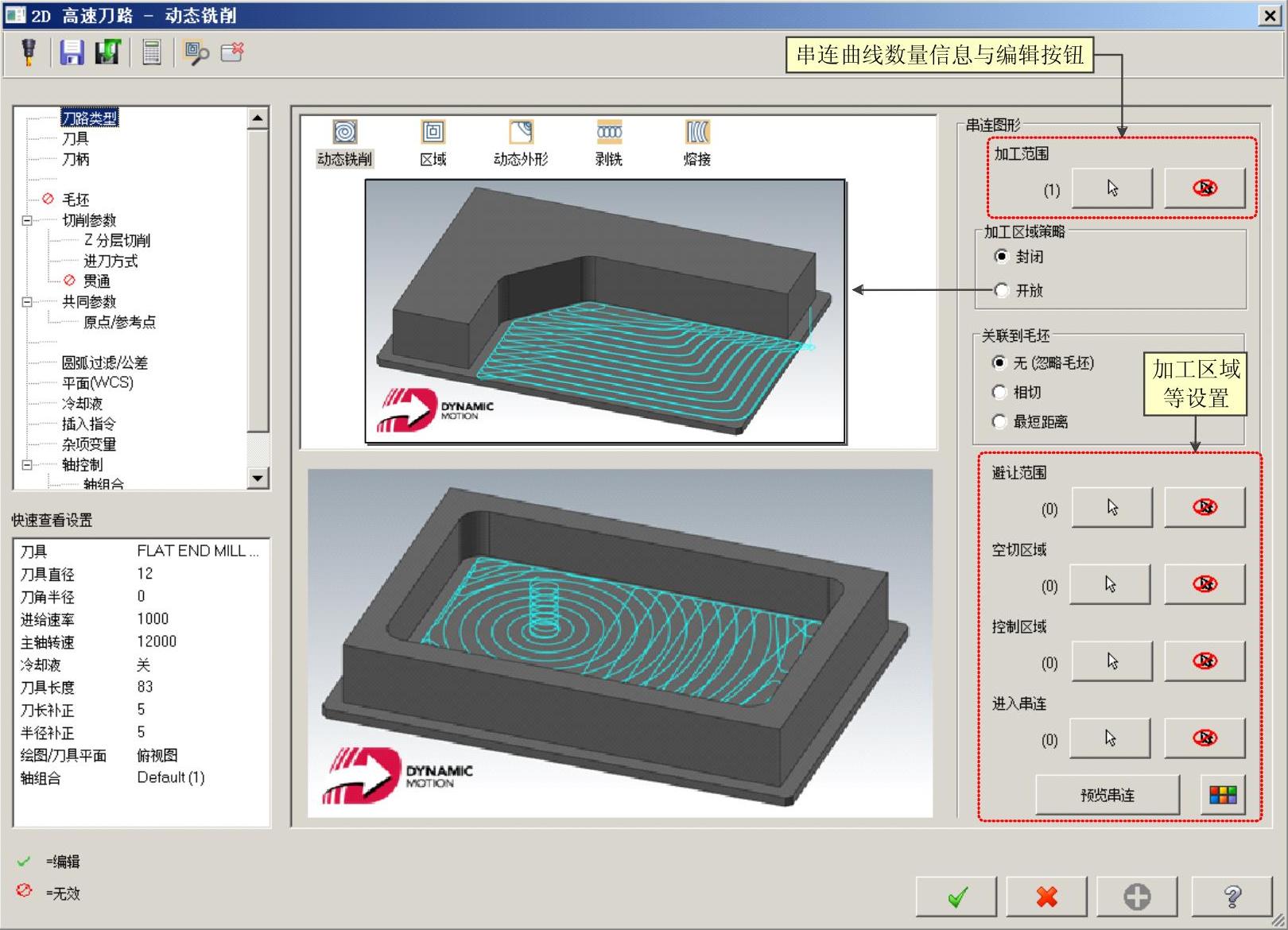
图6-46 “2D高速刀路-动态铣削”对话框→“刀路类型”选项
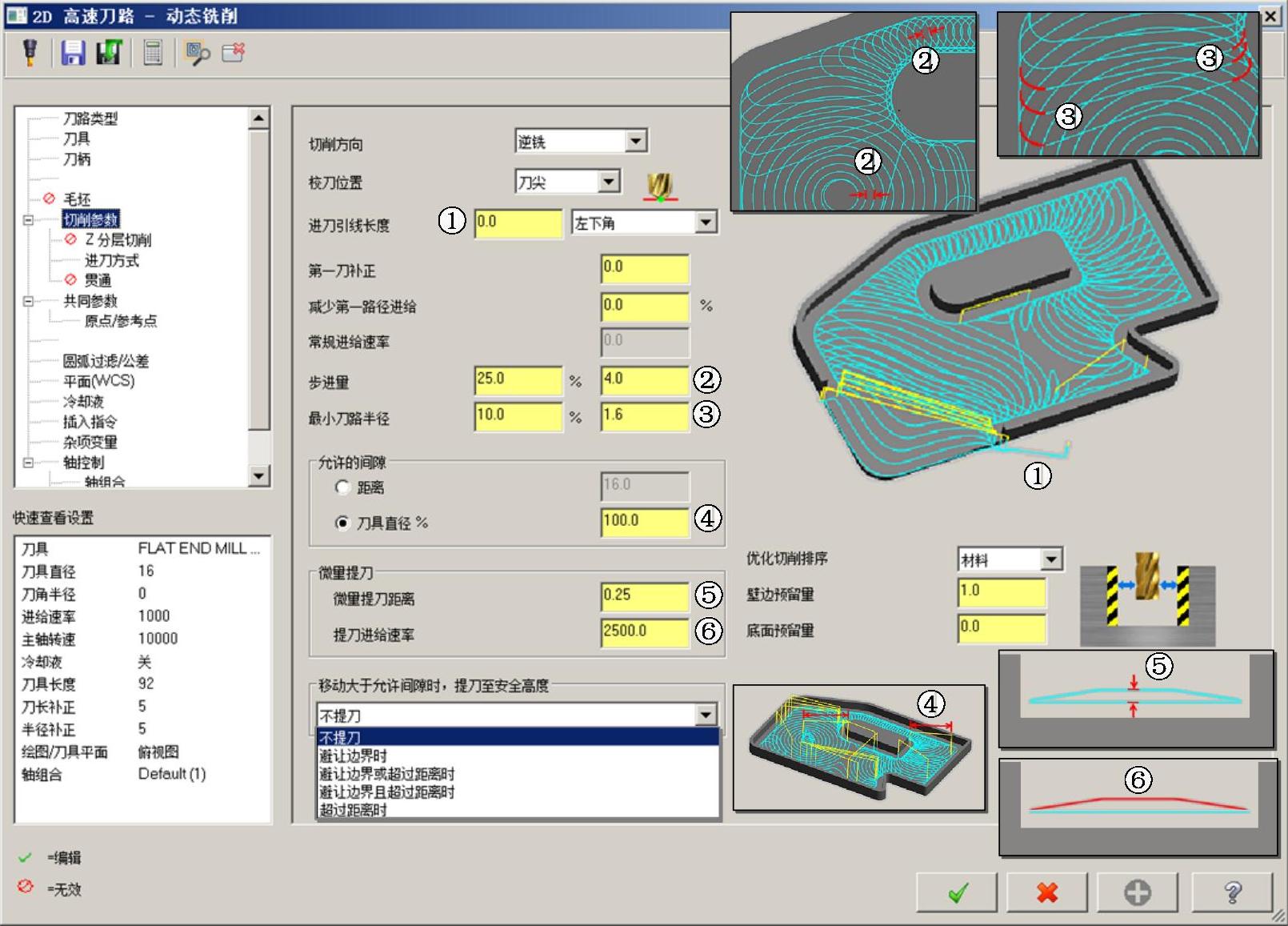
图6-47 “2D高速刀路-动态铣削”对话框→“切削参数”选项(https://www.xing528.com)
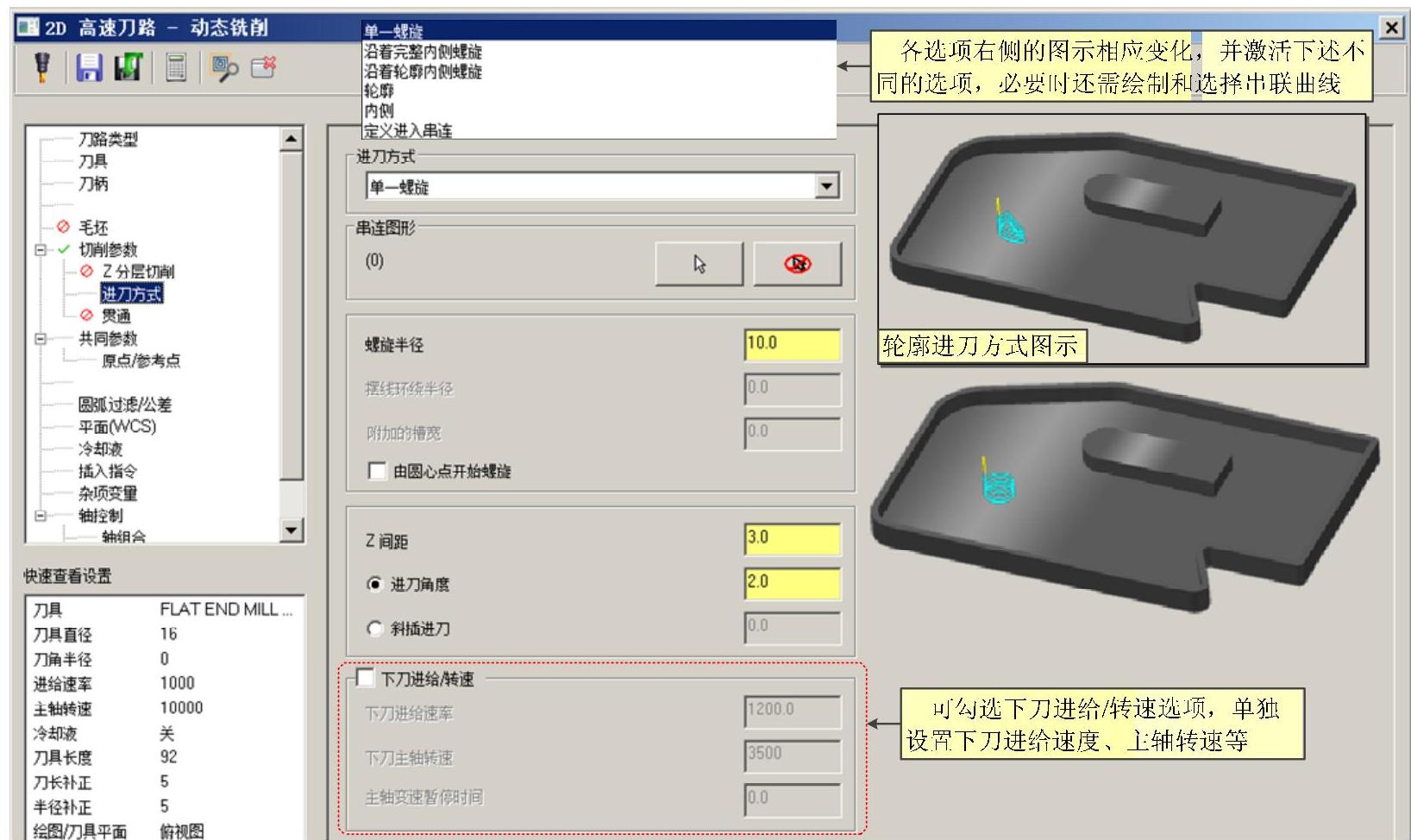
图6-48 “2D高速刀路-动态铣削”对话框→“进刀方式”选项
2.2D动态铣削清角加工
在“2D高速刀路-动态铣削”对话框中,有一项“毛坯”选项,如图6-49所示,进入并激活“剩余毛坯”复选框后可以进行清角加工设置。
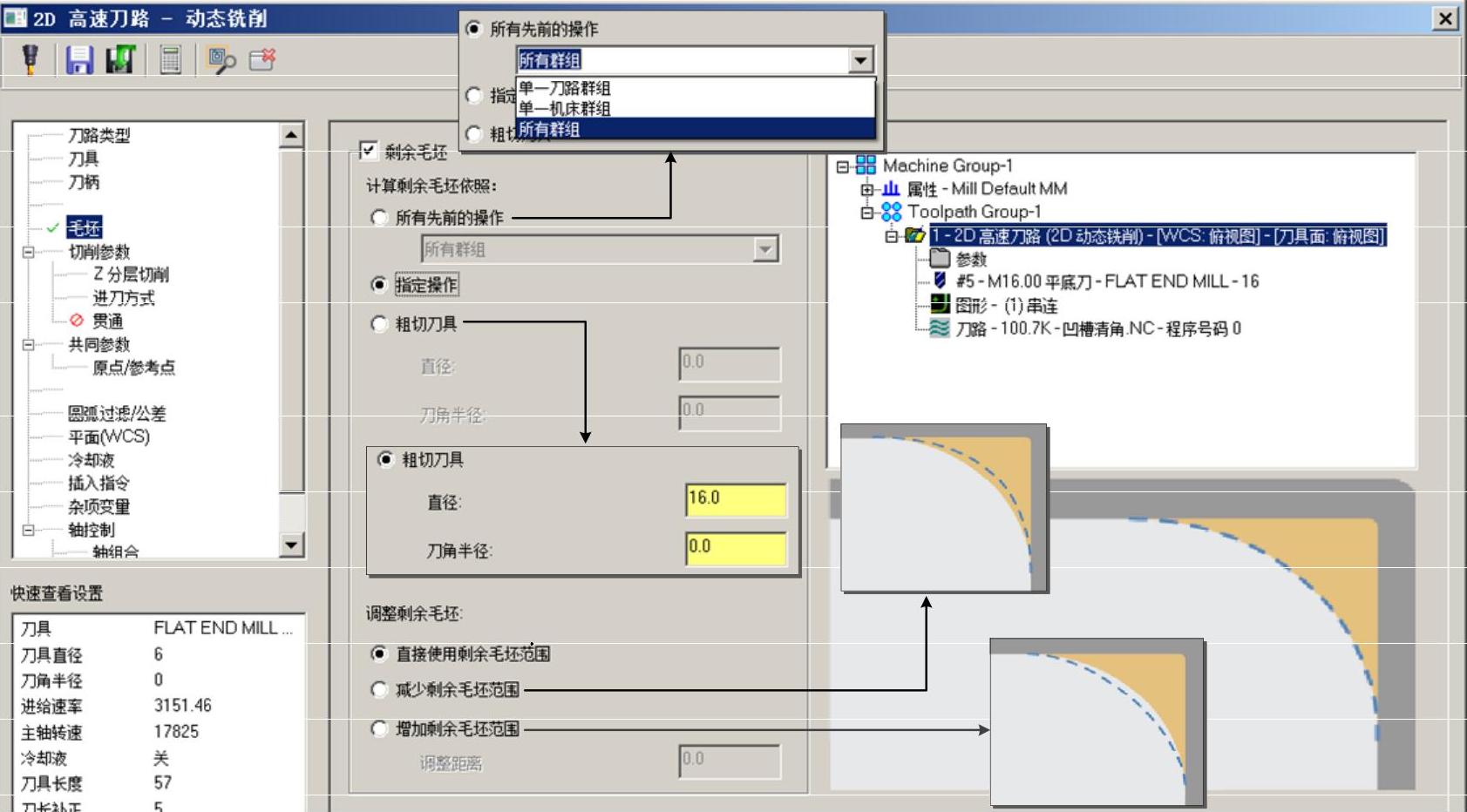
图6-49 “2D高速刀路-动态铣削”对话框→“毛坯”选项
剩余毛坯的计算依据有三种:①所有先前的操作,可用下拉列表进一步指定;②指定操作,可指定右侧之前的操作列表,如图6-49中指定上一道工序φ16mm平底铣刀的操作;③也可直接指定粗切刀具,如图6-49中指定φ16mm平底铣刀。另外,该对话框下部还可以调整剩余毛坯的余量。
由于清角加工刀具一般直径较小,因此要激活并设置“Z分层切削”选项,参见图6-51示例。
3.动态铣削应用示例
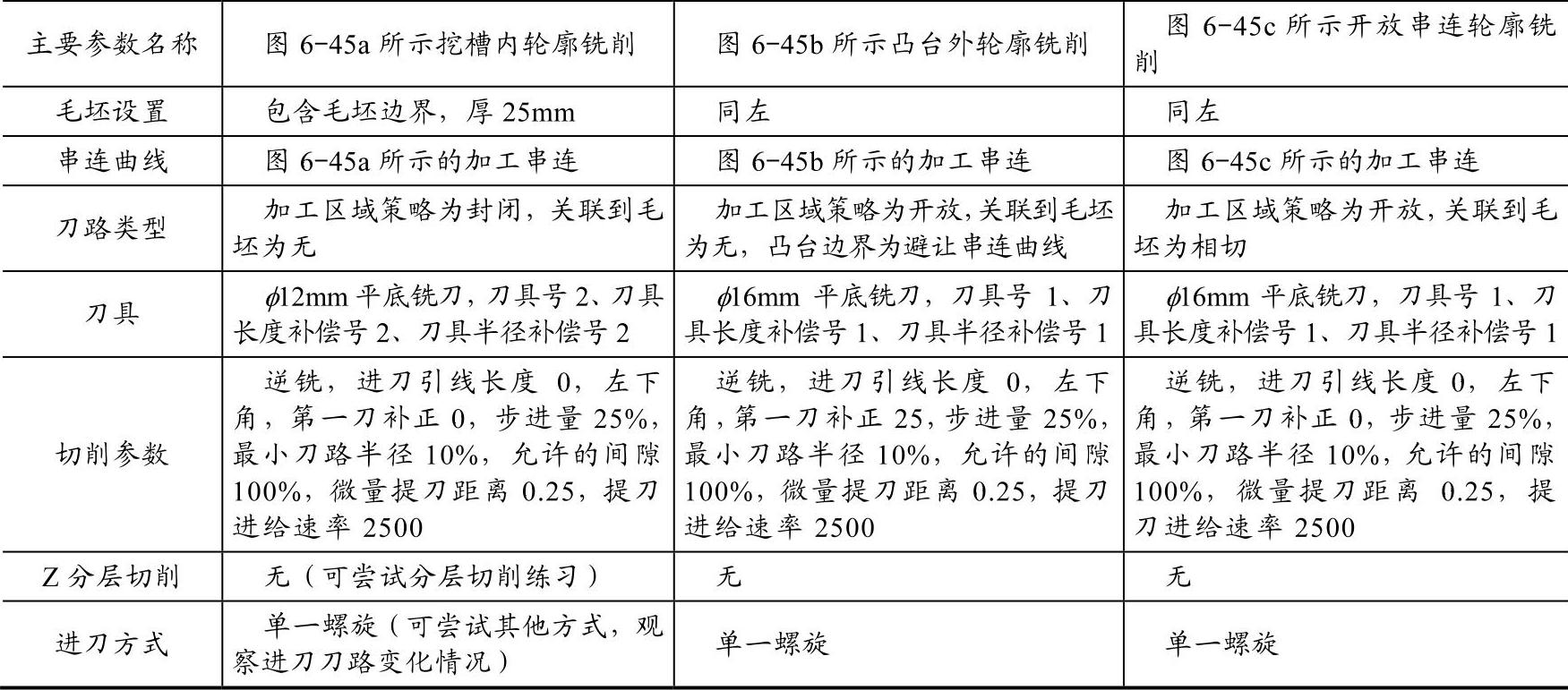
例6-6 试按表6-1所示参数完成图6-45所示三个动态铣削加工示例,未尽参数自定。图形轮廓串连与毛坯轮廓参数参见图2-65及图6-2中的说明,图6-45c中的阶梯轮廓可为任意一段线段,例如图中的三段直线。三例相同的参数是:毛坯设置均为包容边界厚为25mm的立方体,刀路类型为动态铣削,壁边预留量为1mm,底面预留量为0,贯通无,共同参数深度为-8mm、工件表面为0、下刀位置为3mm、参考高度为6mm,参考点为进入/退出点相同,均为(0,0,100)。
表6-1 动态铣削练习参数设置
例6-7 2D动态铣削清角加工示例如图6-50所示。①加工模型与尺寸参数,其转角半径为R4mm,加工工艺为φ16mm平底铣刀动态铣削粗铣,然后用φ6mm平底铣刀清角铣削;②清角刀路;③清角加工前φ16mm平底铣刀实体仿真模型;④φ6mm平底铣刀清角中途实体仿真局部放大模型;⑤φ6mm平底铣刀清角实体仿真模型。
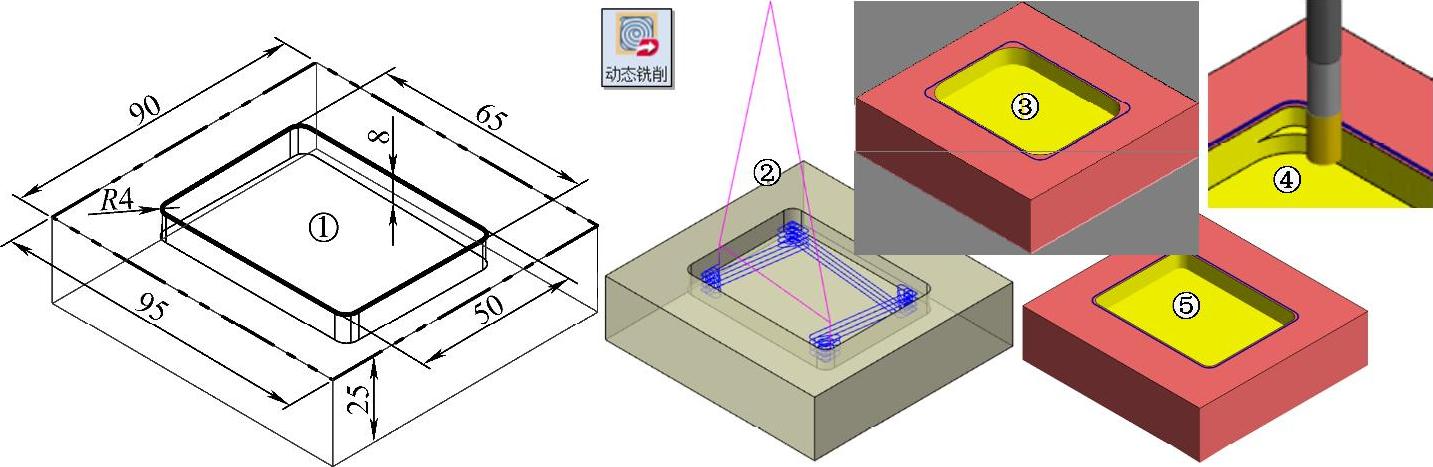
图6-50 2D动态铣削清角加工示例
其加工选项参数设置主要包括“毛坯”选项(参见图6-49)和“Z分层切削”选项,如图6-51所示,图中步进量取2.0,则深度分4层加工。
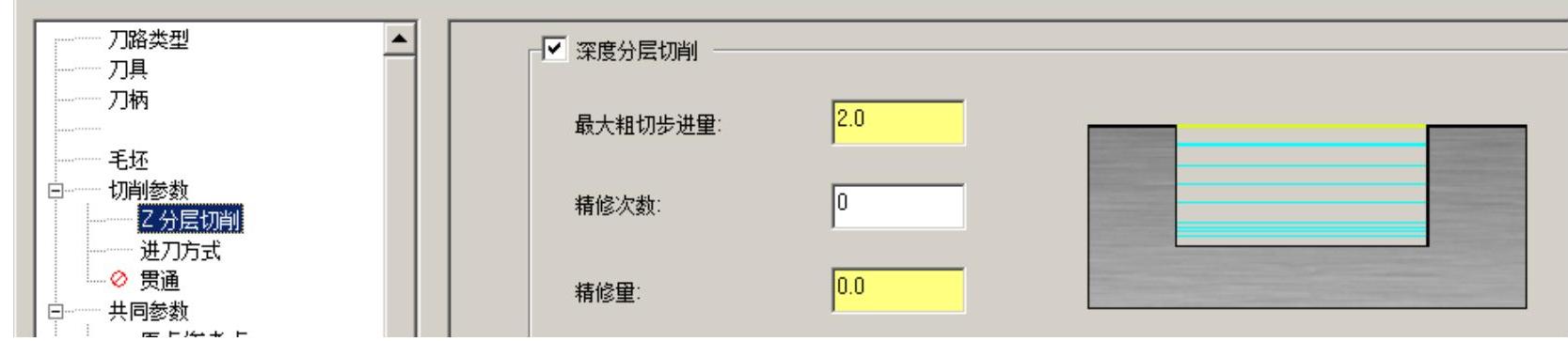
图6-51 2D动态铣削清角加工“Z分层切削”选项设置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。