



雕铣加工是数控加工技术应用的广泛领域之一,其实质属于数控铣削加工,但其加工工艺却有自身特点,主要表现在以小直径锥度刀加工,受雕铣机(又称数控雕刻机)结构、刀具与加工材料等因素的影响,其切削参数表现高转速、大进给、小切深,一般主轴转速n在10000r/min以上,背吃刀量ap一般不大于1mm,进给速度随加工材料变化较大,从200~300mm/min到3000~5000mm/min变化不等。虽然雕铣加工有专用的数控雕刻机,但对具有数控机床单件小批量加工少数雕刻件而言,基于通用数控编程软件和非专业雕刻机床的用户来说,学习雕铣加工还是有必要的。
1.雕铣加工编程模型与主要参数设置说明
(1)雕铣加工模型分析 2D雕铣加工的编程模型主要是串连曲线,以图6-39所示字体模型为例,第一行的字显然是手书汉字,计算机字库中是调不出这种字体的,实际是勾勒出字体的边界曲线,因此其必须当作图案或图形等处理。第二、三行的字显然是计算机上直接能够输入字体的外廓曲线,Mastercam自身就有输入这种字体曲线的功能(“草图”功能选项卡“形状”选项区“文字”功能按钮 )。因此,雕铣加工的编程模型可分为由各种曲线组合而成的图形和计算机直接调用字库的字体曲线模型。
)。因此,雕铣加工的编程模型可分为由各种曲线组合而成的图形和计算机直接调用字库的字体曲线模型。
(2)雕铣加工主要参数的设置 2D雕铣加工的功能按钮布局在“铣床刀路”功能选项卡“2D刀路”列表中,其功能按钮名称为“木雕”(按钮图标为 ),加工时参数主要集中在“木雕”对话框中。讨论如下:
),加工时参数主要集中在“木雕”对话框中。讨论如下:
1)加工串连曲线的选择。一般采用窗选方式 、范围内选择
、范围内选择 所需串连,然后按系统提示指定曲线草图的起始点即可,选择时是否包含边框曲线(参见图6-40)会产生不同的加工效果。如图6-40所示,若窗选的仅仅是字体,则加工的是凹字,若同时选择了字体与边框,则加工出的是边框范围内的凸字。
所需串连,然后按系统提示指定曲线草图的起始点即可,选择时是否包含边框曲线(参见图6-40)会产生不同的加工效果。如图6-40所示,若窗选的仅仅是字体,则加工的是凹字,若同时选择了字体与边框,则加工出的是边框范围内的凸字。
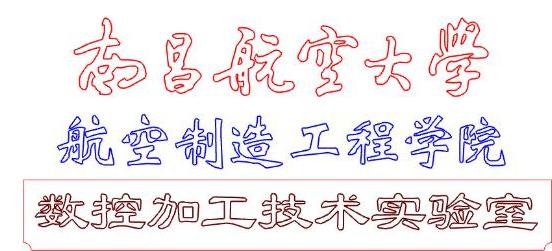
图6-39 雕铣加工串连曲线分析

图6-40 雕铣加工串连曲线选择
2)“木雕”对话框主要参数设置。选择串连曲线后,单击“确定”按钮 ,后会弹出“木雕”对话框,如下所述。
,后会弹出“木雕”对话框,如下所述。
图6-41所示是“刀具参数”选项卡示例。雕铣刀具一般选择锥度立铣刀,刀库中没有,因此要自己创建(创建方法可参见图7-56)。该选项卡右下角有一个默认未勾选的“参考点”按钮 ,勾选后可设置参考点坐标。
,勾选后可设置参考点坐标。
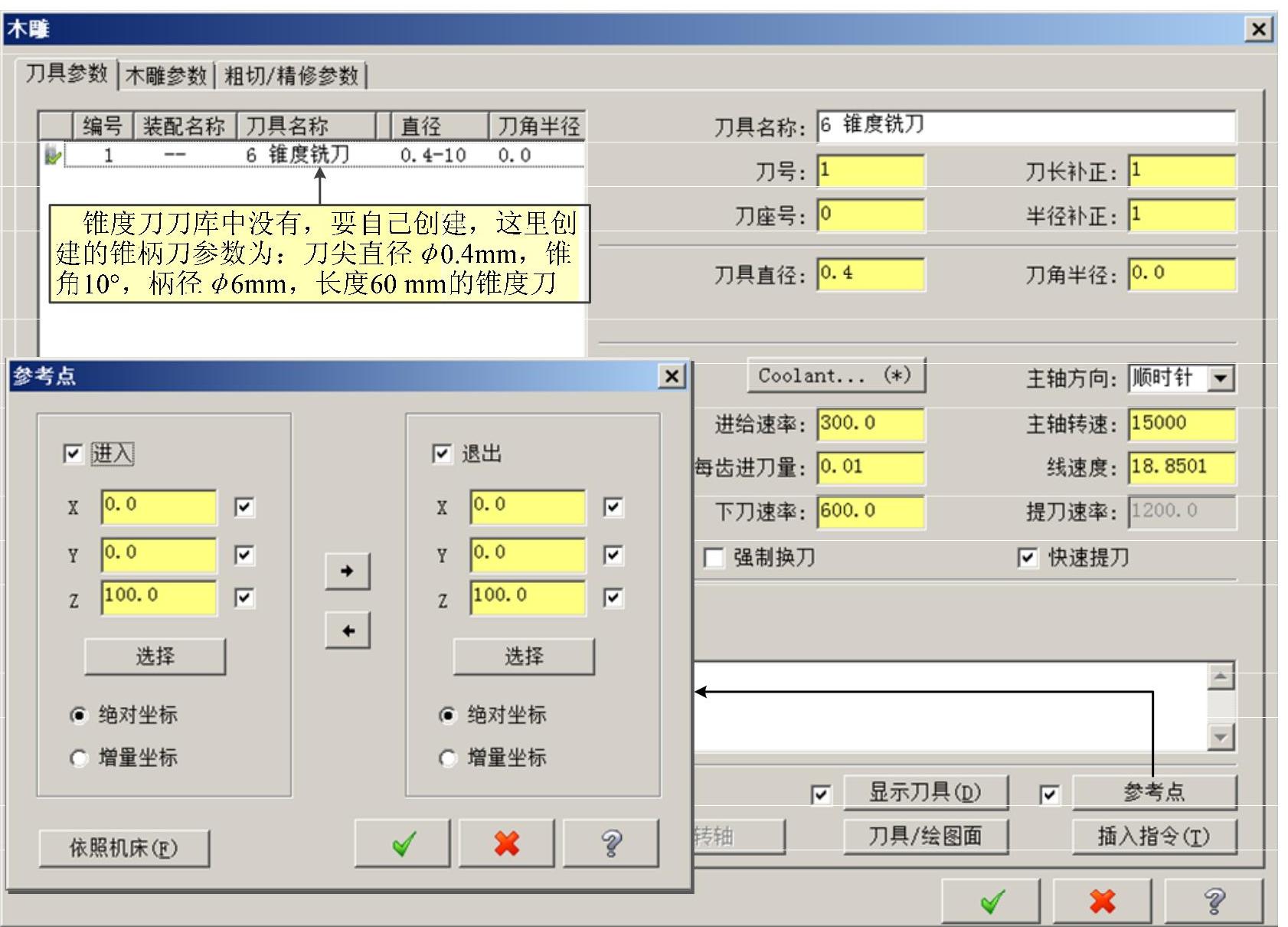
图6-41 “刀具参数”选项卡(https://www.xing528.com)
图6-42所示为“木雕参数”选项卡示例。雕刻深度一般不大于1mm,另外要注意XY预留量一般设置为0。
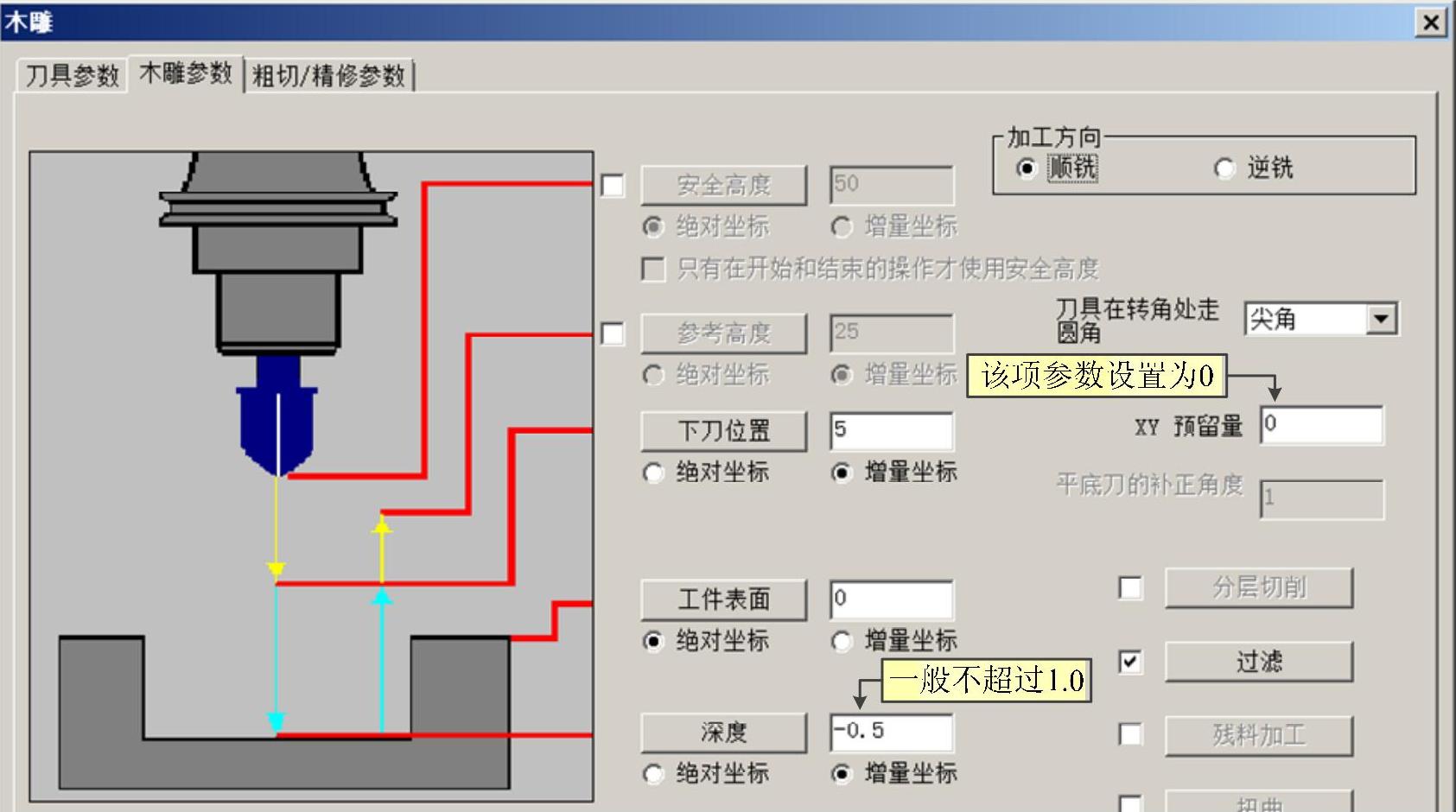
图6-42 “木雕参数”选项卡
图6-43所示为“粗切/精修参数”选项卡示例。若仅勾选平滑外形,则是沿字串连轮廓偏置一个刀具半径走刀。
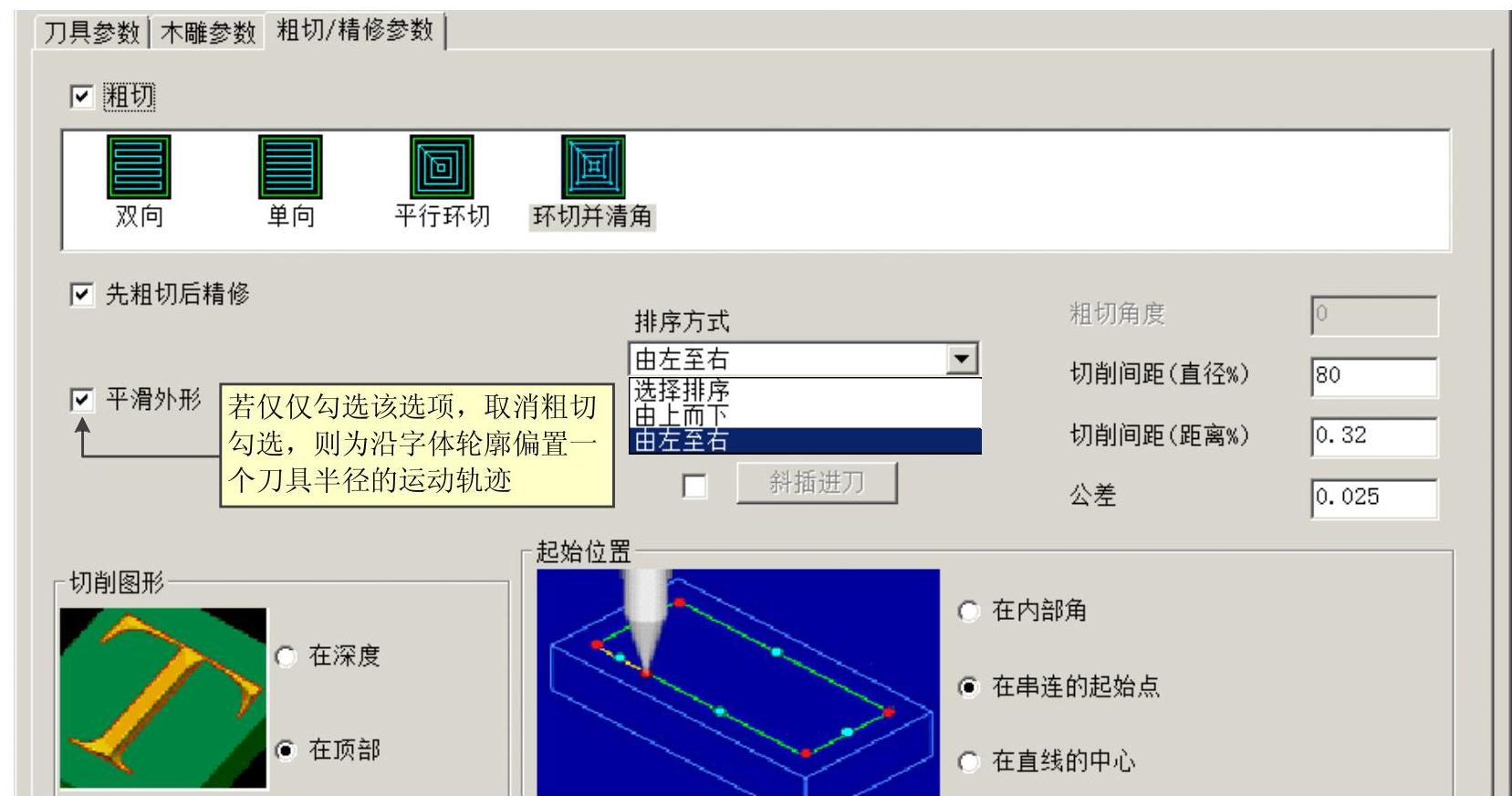
图6-43 “粗切/精修参数”选项卡
3)关于图6-40右侧字轮廓雕刻的讨论。这种字体的雕刻,理论上应该是刀具沿着曲线轮廓轨迹走刀移动,因此可用前述的外形铣削加工策略,关闭刀具补正,取消进刀/退刀选项设置即可。当然,也可以设置一把刀具直径足够小的锥度刀(例如φ0.005mm),然后按图6-43所示取消勾选“粗切”选项,仅仅勾选“平滑外形”选项精铣即可,这时刀具的偏置距离可以忽略不计。
2.雕铣加工应用示例
例6-5 图6-44所示为图6-39所示字体,通过增加边框和孔等加工的标牌设计。其边框和第一行字为字轮廓雕铣,第二行为凹字雕铣,第三行为凸字雕铣。另外,还可以在之前增加一道平面铣操作(图中未示出),后续增加一道钻孔加工操作。
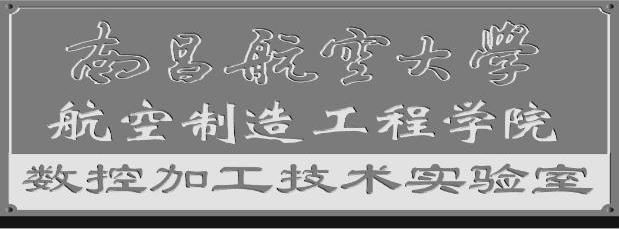
图6-44 雕铣加工应用示例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。