



【摘要】:2D铣削加工以两轴联动加工为主,其加工侧壁与底面垂直,即与主轴平行。对于孔径较大的圆孔,由于刀具等原因,一般以铣削代替钻孔进行圆孔加工,根据长径比的不同,圆孔铣削工艺有以水平运动为主的全圆铣削和以螺旋运动为主的螺旋铣孔加工方法。2D铣削加工策略集成在“铣削刀路”选项卡的“2D”选项列表区,如图6-1所示,默认为折叠状态,需要时可上、下滚动或展开使用。图6-1 2D刀路列表的展开与折叠
2D铣削加工以两轴联动加工为主,其加工侧壁与底面垂直,即与主轴平行。以立式铣床加工为例,其加工的主运动为主轴旋转运动,进给运动为X、Y轴联动运动,Z轴移动与X、Y轴不联动,这样一种加工特点决定了其加工以平面曲线运动为主,对于封闭曲线,有外轮廓铣削与内轮廓挖槽加工以及沿曲线轨迹移动的截面取决于刀具外形的沟槽铣削。另一种加工思路是,以X、Y轴定位,Z轴轴向进给移动进行加工,如插铣加工。以钻孔为代表的定尺寸孔加工刀具的加工也采用的是X、Y轴定位,Z轴轴向进给进行加工的方法。对于孔径较大的圆孔,由于刀具等原因,一般以铣削代替钻孔进行圆孔加工,根据长径比的不同,圆孔铣削工艺有以水平运动为主的全圆铣削和以螺旋运动为主的螺旋铣孔加工方法。大尺寸螺纹加工常常采用螺纹铣削加工,其属于指定导程(或螺距)的螺旋铣削加工。
线架加工是基于线架生成曲面的原理生成刀具路径,其与相应线架生成曲面后再选择曲面生成刀具路径进行加工相比,仅是省略了曲面生成的过程,且线架加工仅适用于特定线架的加工,因此其加工范围远不如基于曲面铣削加工广泛,近年来使用的人逐渐减少。
2D铣削加工策略集成在“铣削刀路”选项卡的“2D”选项列表区,如图6-1所示,默认为折叠状态,需要时可上、下滚动或展开使用。(https://www.xing528.com)
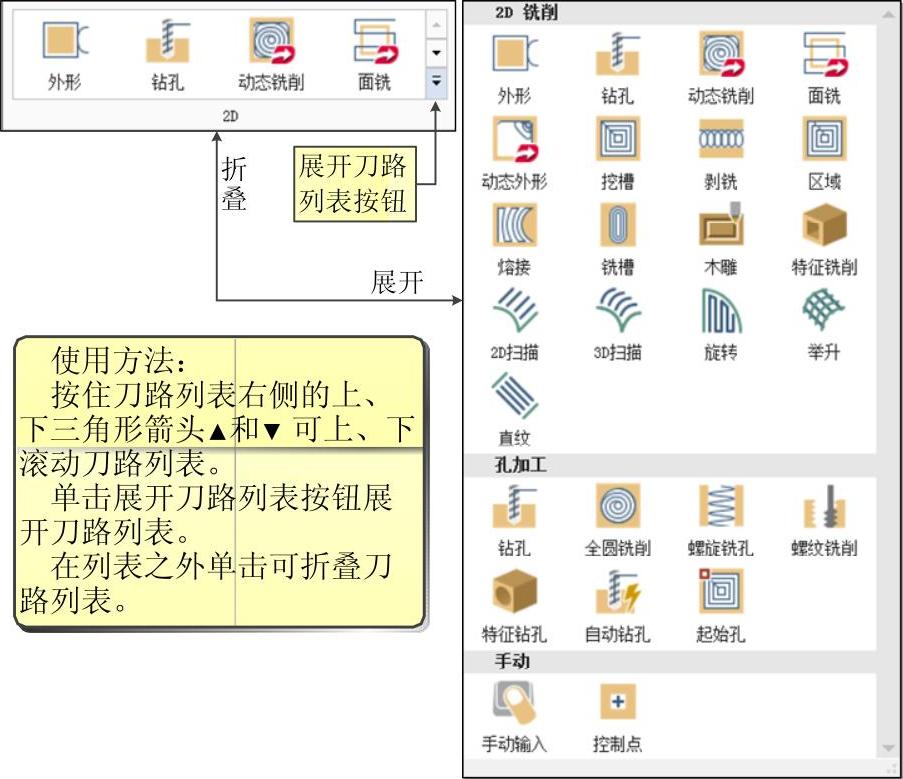
图6-1 2D刀路列表的展开与折叠
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。