



涡轮盘是航空发动机的关键部件之一,工作时的环境十分恶劣。为满足涡轮盘的使用性能,要求涡轮盘锻件的组织均匀,晶粒细小。然而,实际生产中的涡轮盘经常存在不同程度的组织不均匀和晶粒粗大,降低了涡轮盘的使用性能。高温合金是涡轮盘常用的原材料之一,但在锻造时具有塑性低,变形抗力大,可锻温度范围窄,导热性差等特点,且锻件的晶粒尺寸不能通过热处理细化,主要通过锻造工艺控制。
塑性变形是细化晶粒、提高性能的主要手段。塑性变形是细化晶粒、提高性能的主要手段。变形量越大,畸变能越高,发生回复、再结晶的驱动力就更大,晶粒就更容易细化。因此,通过有限元技术分析零件各部位在锻造过程中的变形情况,对改进方案设计,提高涡轮盘零件性能有重要意义。下面简介采用MSC MARC软件进行涡轮盘模锻过程有限元模拟的一个例子。
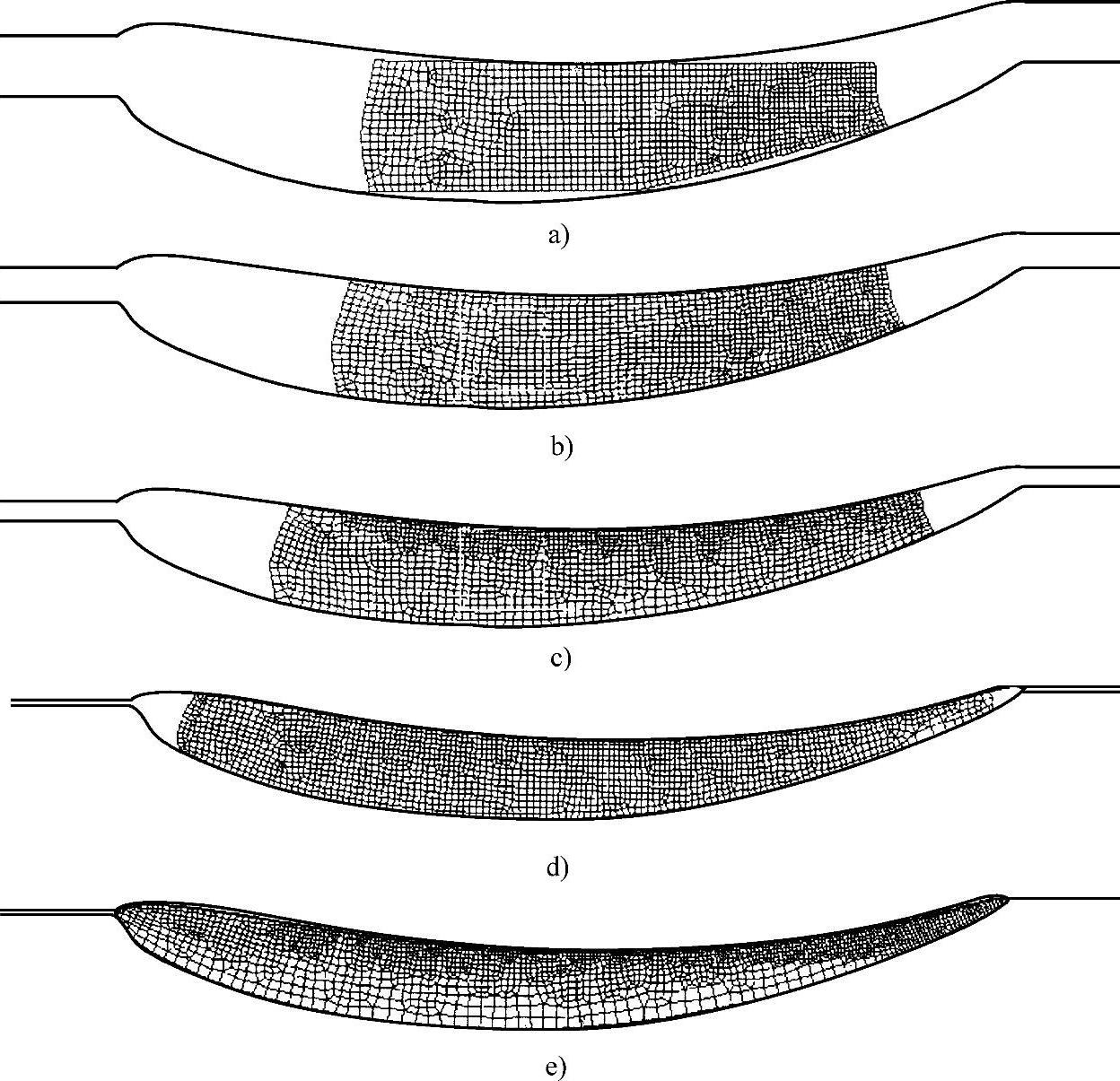
图9-1-18 叶片的有限元模拟网格变化
a)初始状态 b)压下量1.8999mm c)压下量3.1665mm d)压下量4.4331mm e)压下量4.7498mm
1.涡轮盘模锻过程有限元模型
GH4169合金在变形过程中对变形温度和应变速率都很敏感,且涡轮盘的锻造过程属于大变形问题,因此,本文采用了刚塑性材料模型进行计算。由于该涡轮盘零件需要在生产的过程中实现组织的细化,因此,模具的形状就是零件的设计尺寸,为实现组织的控制,只能通过控制预制坯的形状来实现。
根据零件尺寸设计了两种预成形坯尺寸方案,模型如图9-1-19a和图9-1-20a所示。由于该零件具有轴对称性,为了简化计算,本文只对坯料的1/2横截面进行分析,以提高计算效率。利用软件提供的网格划分工具将坯料划分为一定数量的单元,单元类型为四节点轴对称单元。模具屈服强度远大于工件,且不易损坏,将其设为刚性体;坯料与模具之间的摩擦按常剪切因子摩擦模型计算,摩擦因数取为0.2。定义模具的速度和方向,设定模拟步长,检查无误后提交计算。(https://www.xing528.com)
2.模拟结果及其后处理
图9-1-19所示为预制坯方案一不同阶段的等效应变分布,可以看出,该方案变形不均匀,法兰部位变形较大,最大等效应变达到1.26,短轴应变略小,长轴处几乎没有变形。可以预测,变形后对材料组织的改善作用有限。
图9-1-20所示为预制坯方案二不同阶段的等效应变分布,可以看出,该方案变形均匀性有明显改善,法兰部位变形较大,长轴处也发生了一定量的变形。可以预测,变形后对材料组织均匀化的改善作用明显增强。
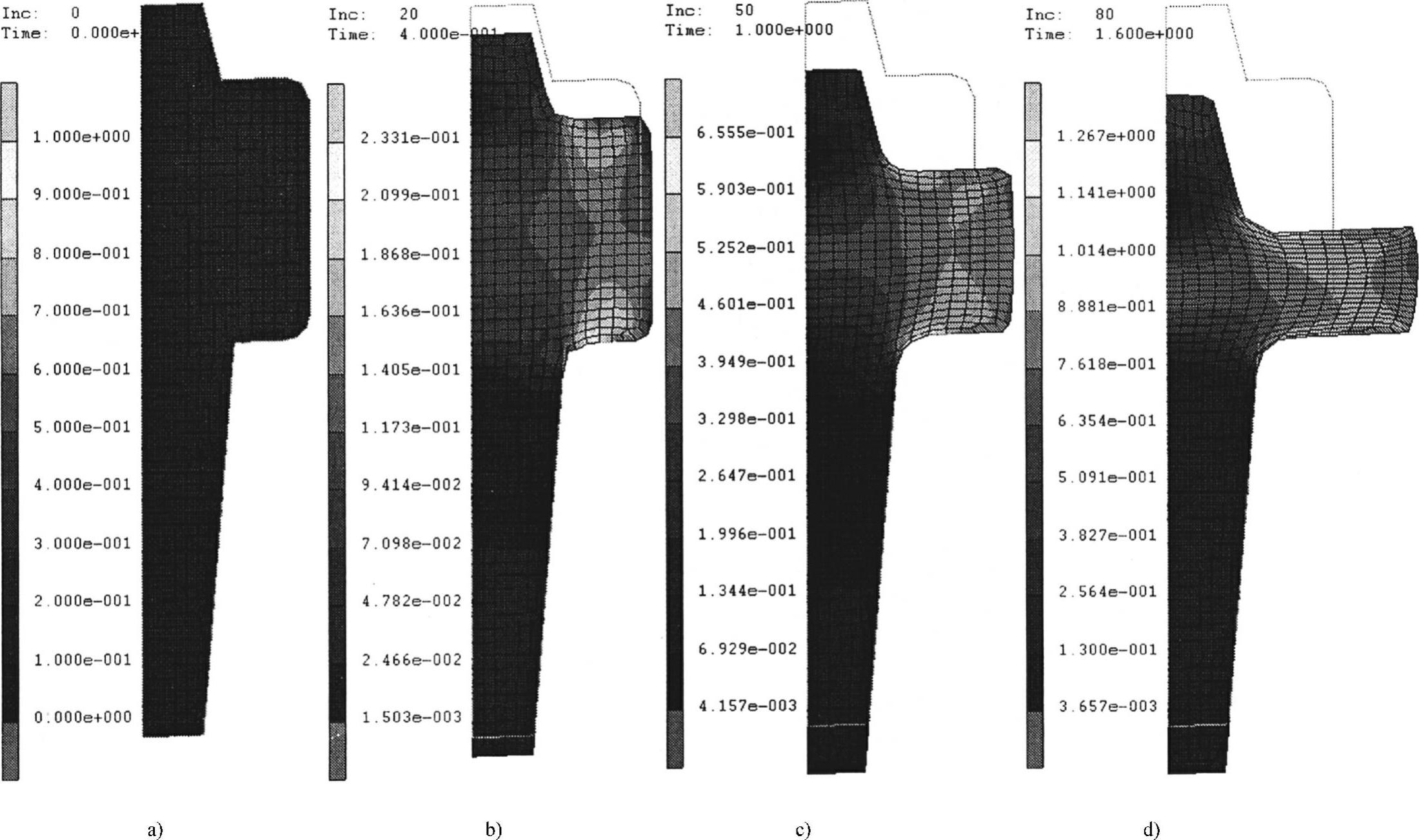
图9-1-19 预制坯方案一不同阶段的等效应变分布
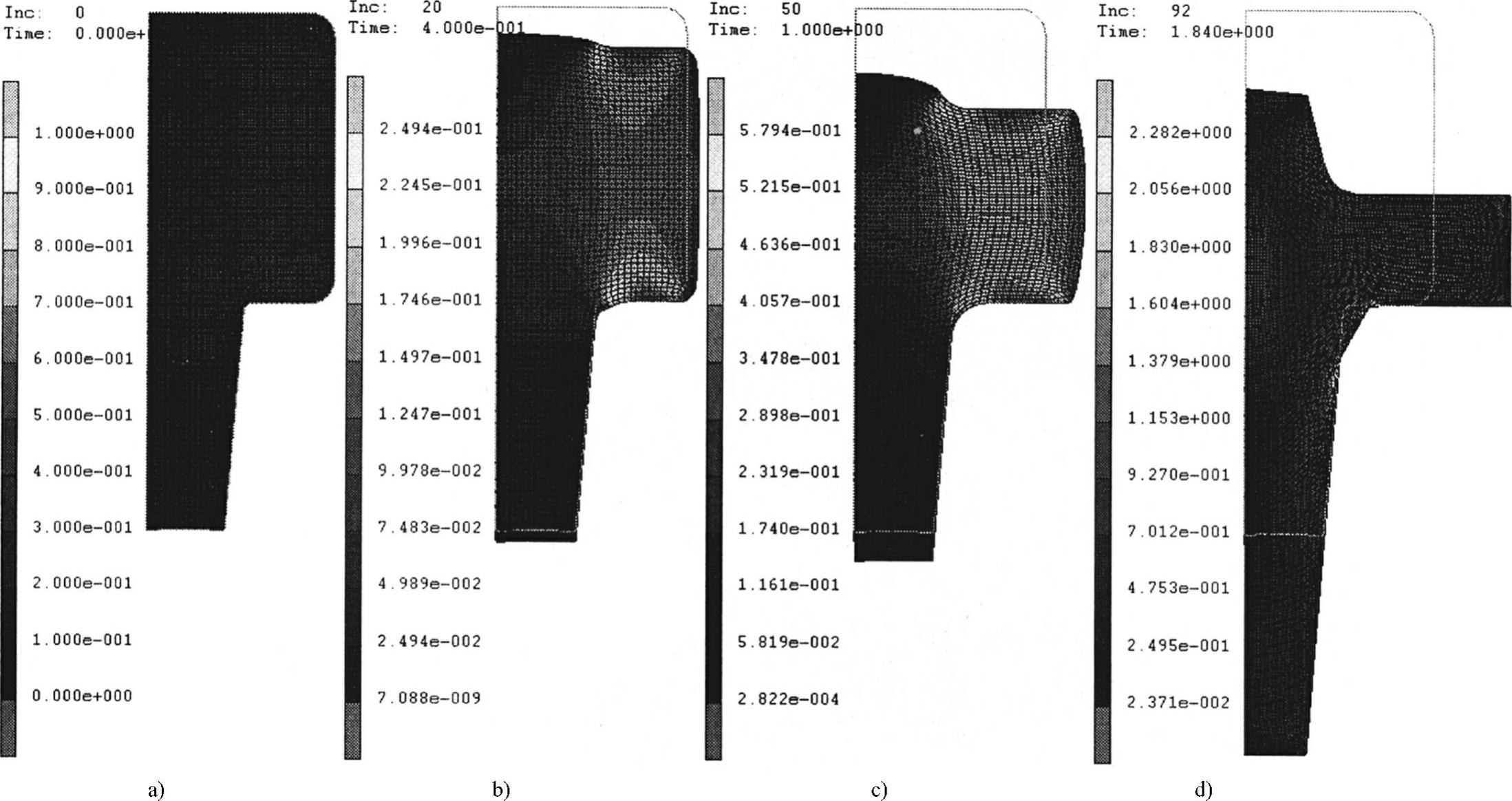
图9-1-20 预制坯方案二不同阶段的等效应变分布
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。