



对锻造生产的噪声进行治理,首先必须寻找其噪声源,针对具体的噪声源,分析噪声产生的原因,了解其频率特性,以便采取相应的控制措施。一般对噪声的治理途径有三种,即降低噪声源的噪声、控制噪声的传播、对噪声接受者进行个人防护等。
(一)锻锤噪声控制
锻锤的噪声主要有冲击噪声、空气动力性噪声和机械噪声等,其治理途径如下:
1.降低锻锤声源噪声
这是对锻锤噪声治理的根本措施,针对不同噪声源可采取相应的治理措施。
(1)冲击噪声的控制 蒸汽-空气锻锤工作时产生强烈的锤击噪声,是由上下锤锻模相互撞击以及锻模或上砧与锻件的相互撞击所产生的,是锻锤的主要噪声源。减少蒸汽-空气锻锤锤击噪声可采取如下措施:
1)改进锻锤结构,增大立柱刚度。由于锻锤打击时激发的固体声波传播不仅与材料性能有关,而且与锻锤结构关系甚大。德国汉诺威工业大学对锻锤进行研究后发现立柱是锤身中最大的噪声源。当把立柱截面由U形改为封闭式结构(见图8-1-19),并在立柱长度的1/2处加工出工艺孔,在其孔内安装弹簧—阻尼器(或装填压缩砂),可降低其锤击噪声。例如,一台旧式结构的20kJ模锻锤经改装后,离锻锤1m处的噪声由原来的122dB(A)降低为112dB(A)。
2)增加组合式锤身各接合面间的阻尼。由于声波在通过两种媒质的界面时会发生反射和折射现象,因此可在组合式锤身的各接合面之间加设6mm厚的氯丁橡胶弹性垫层(见图8-1-20),以改变声波的传播。采用阻尼较大的弹性垫层,还可增大内摩擦,吸收声能。一般立柱与上横梁之间加设弹性垫后可使噪声降低16dB(A),而在砧座与立柱之间加设,可降低6dB(A)。

图8-1-19 模锻锤二分式锤身结构改进
A—A—旧结构 B—B—新结构

图8-1-20 组合式锤身结合面加设弹簧垫结构示意图
1—弹性垫层 2—砧座 3—锤身 4—锤头 5—锤杆
为了有效地控制锤身表面的噪声辐射,国外有关研究人员还提出在锤身表面敷贴高阻尼抑振材料(高分子聚合物),使锤身的部分振动能量通过阻尼材料的粘性内摩擦,转变为热能消失掉。我国上海某厂已研制出若干种声学效果较好的新型阻尼涂料。
3)通过隔振降低噪声。因为噪声是由振动所引起,任何减振措施都会获得降噪效果,因此降低蒸汽-空气锤或空气锤的冲击噪声的有效措施之一是对锻锤本身进行隔振。利用弹性垫层对锻锤进行隔振,不仅可改变弹性波在介质边界的反射条件,而且可降低激振的可能性。国内某厂1t空气锤采用砧下直接隔振后,其锤击噪声约下降8dB(A)。
(2)排气噪声的控制 对于蒸汽-空气锤及空气锤等产生的空气动力性噪声,一般可在气流通道上设置消声井和消声器,以阻止或削弱声音传播而允许气流通过。这是降低空气动力性噪声的根本性措施。
图8-1-21所示是前苏联用以消除以压缩空气为工质的锻锤排气噪声的一种消声器。其消声室的墙壁由砖砌成,地板和顶棚由钢筋混凝土制作。当空气流经以鹅卵石及碎石组成的吸声材料后,其噪声有明显下降(见表8-1-19)。

图8-1-21 锻锤排气噪声消声器
1、2—吸声材料(鹅卵石和碎石) 3—多孔板
表8-1-19 锻锤排气噪声消声器消声效果

图8-1-22所示是我国德州某厂以压缩空气为工质的2t蒸汽-空气自由锻锤排气消声井的结构图。该消声井由钢筋混凝土整体浇灌而成,井壁厚为400mm。排气管应插入井口盖板以下500mm,便于焊牢,有利消声。由于废气经排气管口排出后,体积突然膨胀,且井内壁为粗糙的混凝土浇灌表面,粗糙的井壁不仅与气体产生摩擦使其流速降低,而且还有良好的吸声效果,其排气噪声由120dB(A)降低为80dB(A)。
未加消声器的空气锤排气噪声均超过我国《工业企业噪声控制设计规范》,其测试情况见表8-1-20。
降低空气锤排气噪声的最有效办法是在气流通道上设置消声器,设计和选用排气消声器前,应对空气锤的排气噪声进行频谱分析,力求所选用的消声器在该空气锤排气噪声相应的频带内均有足够的消声量。空气锤的排气噪声是以低中频为主。我国治理空气锤排气噪声的消声器尚无定型产品。目前在生产中使用的消声器,有扩张式滤声器、共振扩张滤波式消声器,以及阻抗复合式消声器等。
表8-1-20 空气锤排气噪声实测值

注:使用仪器为ND2型精密声级计,测试位置距排气口水平距离为1m。
阻性消声器对中、高频噪声消声效果好,抗性消声器适用于消除低、中频噪声。由表8-1-20可知,空气锤排气噪声的频带较宽。为了在较宽的频率范围内获得较好的消声效果,建议采用阻抗复合式消声器。图8-1-23所示是国内某厂设计的空气锤阻抗复合式排气消声器。其阻性部分是以泡沫塑料为吸声材料,通过铜丝网固定在消声器通道的周壁上,用以消减空气锤中、高频排气噪声;抗性部分由二层穿孔板1、2组成,用以消除低、中频噪声。排气消声器安装在空气锤压缩缸上。设计空气锤排气消声器,必须保证排气畅通,则排气管要等于或略大于原空气锤排气口截面积,消声器与气缸盖之间应以橡皮垫密封。该厂的500kg、250kg及150kg三台空气锤经用这类消声器治理后,排气噪声分别由原来的112dB(A)、101dB(A)、105dB(A),相应地降低为88dB(A)、86dB(A)及85dB(A)。
(3)机械噪声的控制 空气锤产生的机械噪声包括齿轮啮合噪声、轴承噪声、压缩活塞连杆的撞击噪声等。提高齿轮的啮合精度或采用斜齿代替直齿,或者采用高阻尼合金齿轮材料,均可降低其啮合噪声。对于现有空气锤的传动齿轮,最简单的办法是在其轮辐上(于平均直径上)钻孔并灌以减振材料(如橡胶)。也可将锰铜锌减振合金制成片,贴粘于轮辐上。对于连杆的撞击噪声,可在连杆头部加设阻尼层,使其在偏心运动过程中所产生的振动频率得以降低,并阻止了固体声的传播。对于轴承外环与机身的配合面间衬以高阻尼合金,可起消声作用。

图8-1-22 2t自由锻锤排气消声井
1—排气道口 2—排气管 3—底板螺钉 4—盖板

图8-1-23 空气锤双层小孔穿孔板消声器结构图
1—外层穿孔板 2—内层穿孔板 3—排气管 4—顶盖 5—法兰圈 6—铜丝网 7—泡沫塑料 8—钢板外壳 9—底板
2.控制噪声的传播
由于锻锤的噪声,尤其是锤击噪声难以大幅度消减,就必须在其噪声的传播过程中加以控制。通常借助于隔声和吸声方法控制。
(1)用隔声方法降噪 所谓隔声是用隔声结构(如隔声罩、隔声屏)将噪声隔挡,以减弱噪声向外传播。
图8-1-24所示是德国提出的在直接锻击区(即由锤头、模具和砧座组成)加设局部固定隔声罩的结构。屏蔽罩前面开有操作窗口,因此即使出现粘模也不会发生操作事故。吸声罩板按各自部位分隔成多块,成组合式结构。其框架由角钢焊成,组合壁板的面密度为20~25kg/m2。是由2mm厚的钢板粘贴60mm厚的玻璃纤维(对于操作空间为100mm)构成的。为减少操作窗口造成的漏声,应在窗口位置加设活动隔声帘。采用此法可降低噪声10dB(A)。对于自动化程度较高的模锻锤,也可以采取全封闭隔声,大约能降低噪声20dB(A)。
(2)用吸声方法降噪 所谓吸声是将吸声材料(或吸声结构)衬贴或悬挂在车间内(见图8-1-25、图8-1-26),当声波入射到吸声材料表面时,依靠材料的吸声作用,减少声反射,从而使车间内噪声降低。吸声材料多是一些多孔材料,如玻璃棉、矿渣棉及泡沫塑料等,当声波进入吸声材料的孔隙中,引起空隙间的空气分子和纤维振动,由于摩擦阻力和空气的粘滞阻力及热传导作用,使相当一部分声能转化为热能散失掉,从而起到吸声作用。
降低锻造车间内噪声的有效措施之一,是采用吸声屏(见图8-1-27)。吸声屏能把噪声最大的锻锤工段和邻近的其他低噪声工段隔开。一般吸声屏应比噪声源在屏上投影高出1m以上。吸声屏的声学效果随其屏面高度与宽度的增大而提高。吸声屏有固定式和移动式两种结构。

图8-1-24 模锻锤四分式锤身局部屏蔽的隔声结构
1—接缝 2—操作窗口 3—壁门 4—送料槽 5—隔振支承 6—出件槽 7—组合壁板(https://www.xing528.com)

图8-1-25 吸声降噪结构示意图
1—用吸声饰面做成的吸声屏 2—观察窗 3—噪声源 4—吸声饰面 5—屋架之间的空间吸声板
3.对噪声接受者的防护措施
根据我国目前的降噪技术现状,是难以将锻锤所产生的强噪声控制在我国《工业企业噪声控制设计规范》范围内。为了防止强噪声对锻工的危害,在锻造车间内,必须采取个人防护措施。常用的个人防护用具有耳塞和耳罩。表8-1-21所示是普通棉塞和玻璃棉塞的隔声效果。
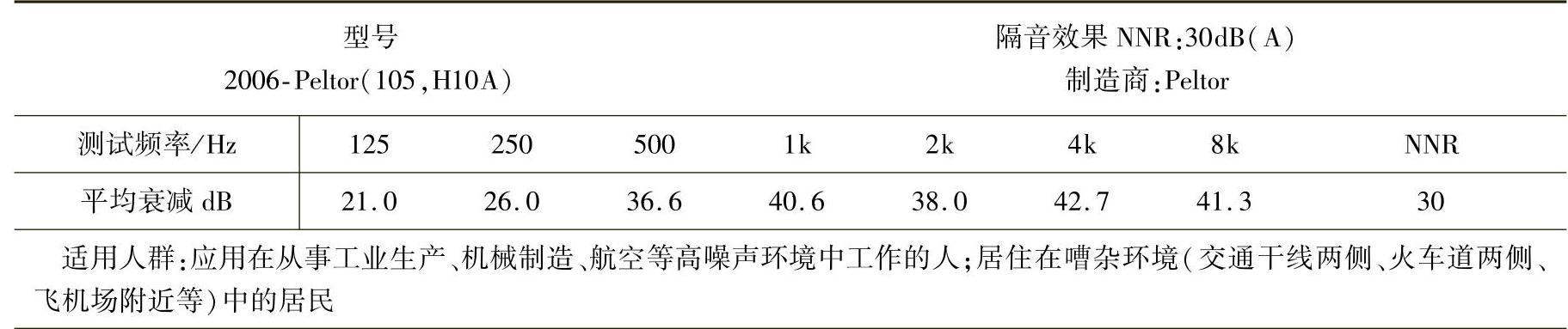
美国Aearo公司生产的PELTOR H10A防噪声耳罩,噪声降低率为SNR 38dB(A)、NRR 30dB(A)。具体隔声性能见表8-1-22。
表8-1-21 普通棉塞和玻璃棉塞的隔声效果 (单位:dB(A))


图8-1-26 各种吸声结构示意图
1—围护结构 2—吸声材料 3—穿孔板 4—空气层
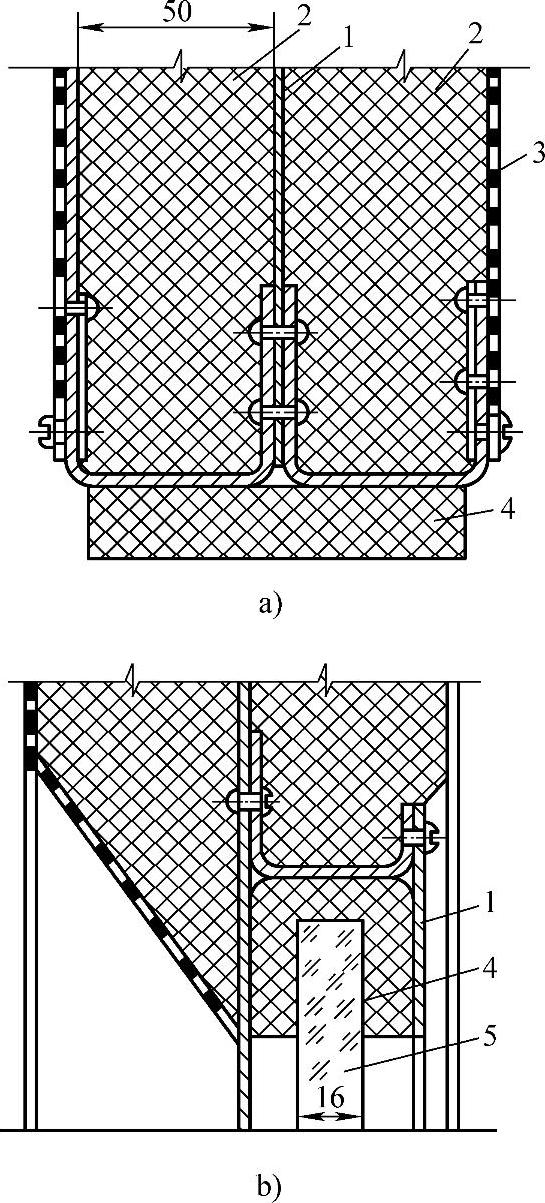
图8-1-27 吸声屏结构
a)整片的结构 b)带有观察窗的结构 1—金属板 2—吸声材料 3—穿孔外壳 4—橡皮垫 5—有机玻璃
表8-1-22 PELTOR H10A防噪声耳罩隔声性能
(二)锻造车间内其他噪声控制
1.热模锻压力机噪声控制
热模锻压力机是锻造车间内相当大的噪声源。它包括锻件成形瞬间上下模与锻件相互碰撞产生强烈的打击噪声、曲轴-连杆-滑块连接部位的间隙在锻击力作用下产生的冲击噪声、齿轮噪声,以及离合器—制动器的排气噪声等。
齿轮的相互啮合是压力机运转噪声源之一。除适当提高齿轮制造与安装精度外,应尽量用斜齿轮和人字齿轮代替直齿轮传动,或将封闭式齿轮传动安置在油槽中。在可能的情况下,用高分子材料、粉末冶金材料代替钢制齿轮可增大阻尼,减少噪声。采用斜齿轮代替直齿轮可降低噪声12dB(A)。
热模锻压力机气动离合器与制动器在动作过程中所产生的排气噪声级高达110~125dB(A),该噪声以中高频噪声为主,采用阻抗复合型消声器能有效地控制这种排气噪声,一般在分配阀的排气口安装消声器可降低噪声20dB(A)以上。但设计时要求该消声器的排气阻力不能太大,阻性材料应选用不锈钢纤维,以增强消声器的抗油污能力。
为了减少压力机在锻件成形时产生的冲击噪声,可在压力机床身的敞开处安装隔声门,将整个模具空间封闭起来。门能方便启闭,门上设有玻璃窗。对于具有自动送料装置的压力机,可把整个压力机全封闭,能使噪声级降低20~25dB(A)。
2.加热炉噪声控制
为了降低煤气加热炉的噪声,即防止声频共振现象的发生,必须改变炉子的固有振动频率,即改变炉膛的容积与构型及烟道的截面。例如,当炉门敞开时,加热炉会产生强烈的嗡嗡噪声,可以采取增大炉门尺寸而提高其共振频率的措施加以消除。为了消减炉子的发声,应使炉子的固有振动频率与燃烧器造成的振动频率的差额不小于50Hz。采用几个小燃烧器代替一个大燃烧器,或采用多嘴式、薄片式燃烧器,也能使炉内噪声减弱。
3.空气压缩机噪声控制
当采用压缩空气作为锻锤的工作介质时,空气压缩机(以下简称空压机)便成为锻造车间中的主要噪声源之一。空压机在运转中产生的噪声级达92dB(A)以上(见表8-1-23),而且以低频为主,在夜间影响范围可达数百米,对操作工人和邻近居民,都有严重的危害和干扰。
表8-1-23 各种锻锤所用空压机实测噪声级(距机壳1m处)

空压机的噪声主要由三部分组成,即进、排气口辐射的空气动力性噪声、机械运动部件产生的机械噪声以及电动机噪声等。在整个压缩机组中,以由进气口辐射的空气动力性噪声为最强。解决这一部位噪声的方法是在进气口安装进气消声器(见图8-1-28),此消声器的现场实测消声量为15dB(A),为了降低机械噪声和电动机产生的噪声,应对压缩机组整体加设隔声罩。考虑到检修和安装的需要,隔声罩应做成可拆结构,并在隔声罩上设置进、出气消声器,以利用机组的通风散热(见图8-1-29)。

图8-1-28 4L-20/8型压缩机进气消声器

图8-1-29 空压机隔声罩结构示意图
1—进气消声器 2—出气消声器 3—隔声罩 4—电动机冷却进风消声器
4.风机噪声控制
锻造车间常用风机有轴流式和离心式两种。风机辐射噪声的部位主要有:进气口和出气口辐射的空气动力性噪声;机壳、管壁以及电动机轴承等辐射的机械噪声;基础振动辐射的固体噪声等。
风机噪声以由进、出气口辐射的空气动力性噪声为最强,危害性也最大,一般比其他部位噪声高出10~20dB(A)。可在风机管道上安装阻性消声器(见图8-1-30),还可通过降低通风装置工作叶轮的圆周速度和改变叶片形状及数量的方法来减少风机噪声。
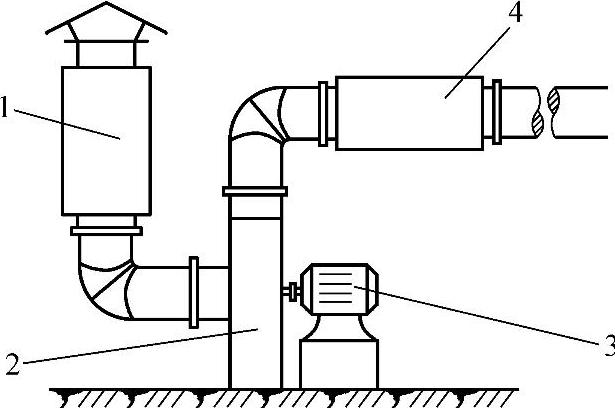
图8-1-30 风机管道上设消声器的结构示意图
1—进气消声器 2—出气消声器 3—风机 4—电动机
5.去除氧化皮专用吹风装置的噪声控制
锻造车间内,由于清除锻件氧化皮的专用吹风装置在模锻过程中连续工作,其噪声高达100dB(A)。为了降低由吹风喷嘴直接产生的噪声,国外研制出一种用于锻造车间内的新型氧化皮吹除噪声消声器(见图8-1-31)。这种专用喷嘴,引进了补充空气流,使其在主气流与不动的空气之间流过,可降低流动空气的相对速度,以达到降噪目的。补充气流是由4个直径为4~6mm的弯曲喷嘴产生的。这些喷嘴借助于活动衬套9的内腔与主气流相通。补充气流在外壳空腔内形成。为了获得较好的降噪效果,可以通过旋动螺母以改变活动衬套的轴向位置,即可改变补充气流的状态。采用该消声器可降低噪声6~8dB(A)。

图8-1-31 氧化皮吹除噪声消声器
1—主管道 2—螺母 3—弯曲喷嘴 4—孔眼 5—喷嘴 6—塑性垫 7—外壳 8—外套空腔 9—衬套
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。