



300MW护环锻件的质量控制(见表7-5-8)。
(一)技术条件与检验要求
1.化学成分
1)锻件用钢的化学成分(质量分数)要求为C 0.40%~0.60%,Mn 17.00%~19.00%,Si 0.30%~0.80%,Cr 3.00%~5.00%,N 0.08%~0.12%,S≤0.025%,P≤0.080%。
2)供货方应对每炉钢液在浇注时取样分析,并测定规定的元素的含量。
3)订货方可在锻件延长段1/2壁厚处的任意一点取样复核分析。
4)化学成分分析方法,按GB/T 223—1988进行。
2.力学性能
1)锻件力学性能应达到:σ0.2=948~1205.9MPa,Ae=18%~31%,A=42%~55%。符合JB/T 1268—2002标准。
2)拉力试验按机械工业有关规定进行。
3)试样应在变形强化后的锻件上切取,取样部位应在锻件延长段1/2壁厚处并要求在试环的相对位置上取两个抗拉试样。
4)当订货方要求时,可按机械工业有关规定在护环锻件的两端各做四个布氏硬度实验,位置相间90°。
5)如果由于试样中缺陷(不是由于断裂和裂纹引起)的扩展,其力学性能试验结果不能满足规定要求时,则允许取该相邻的两个试样进行复试,复试结果如再有一个试样的性能不合格时,锻件不得使用,而应当重新处理。重新处理的锻件,应按新的锻件进行检验。
6)如果订货方要求冲击值,则供货方在锻件延长段1/2壁厚及沿切向相对位置处取两个冲击试样作夏氏V形缺口A形冲击试验。试样缺口应与护环纵轴平行并朝护环内径方向。
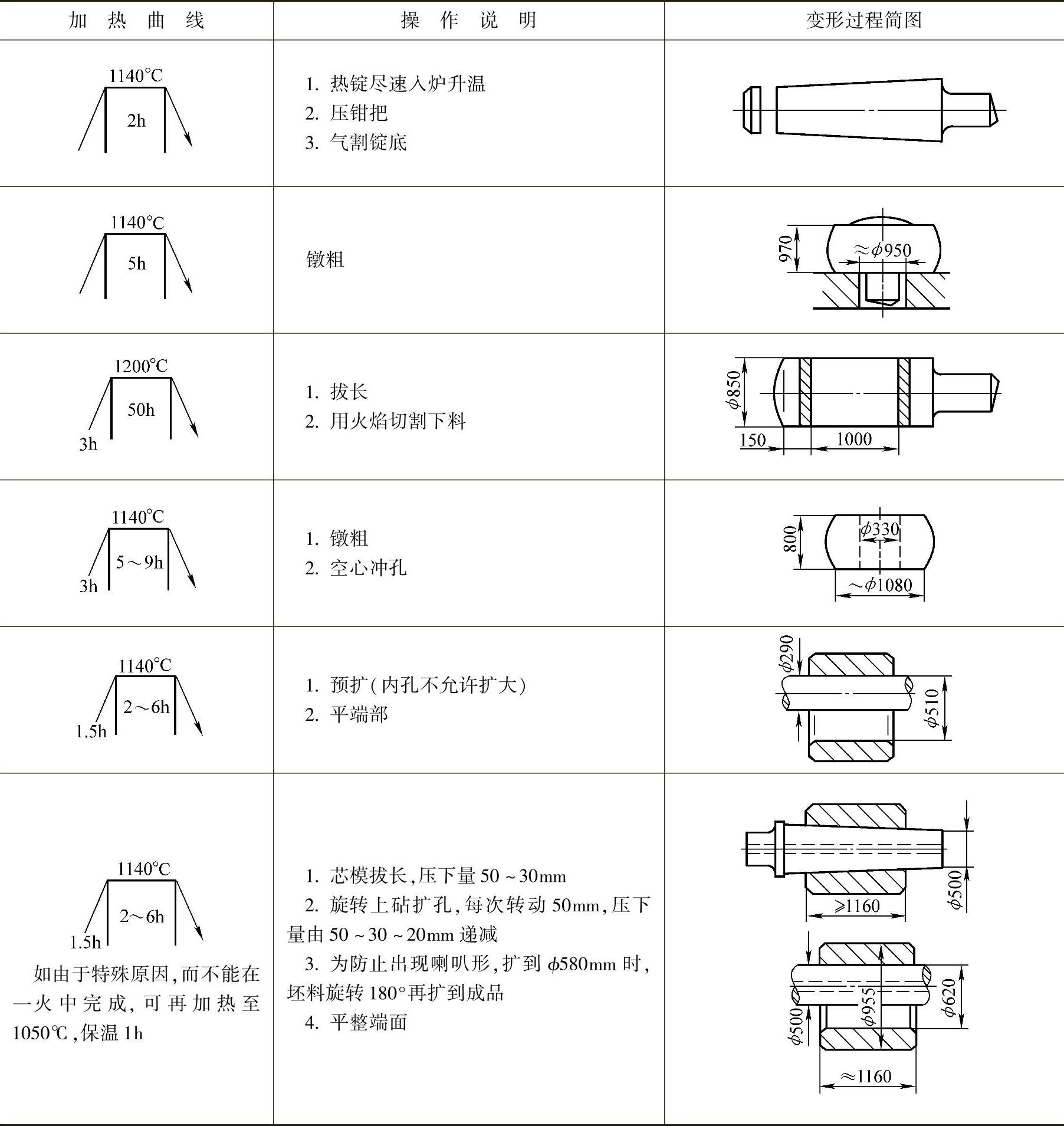
表7-5-8 300MW护环热镦工艺过程

(续)
3.残余应力检验
1)用切环法检测残余应力,其值不得超过规定屈服强度的20%。
2)切环法系在锻件取样端,切取25mm×25mm的应力环,测量该环切割前后的平均变形量以计算残余应力。残余应力计算公式如下:
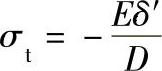
式中 δ′——直径增量的代数值;
D——切割前环的直径;
E——材料的弹性模量。
4.晶粒度
1)锻件晶粒度为机械工业有关规定的1级或更细者为合格锻件。
2)晶粒度的试样应取自锻件延长段的任意处,也可取自机械性能试环。检查面为径向—纵向的方向面。检查方法按机械工业有关规定执行。
5.无损检验
1)锻件表面不应有裂纹、折叠和其他影响使用性能的缺陷。表面的局部缺陷可以铲除,但铲除深度不得超过精加工余量的75%。
2)锻件表面应进行着色渗透检验,不应有裂纹或类似裂纹的缺陷。
3)锻件超声波探伤按机械工业有关规定进行。根据斜探头探得的缺陷波高度和数量将锻件分为五级,见表7-5-9。
表7-5-9 斜探头探伤质量分级
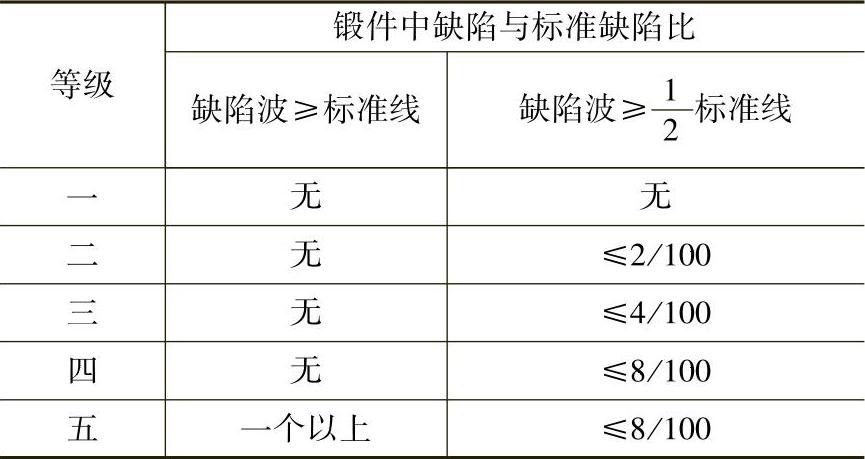
表中第五级应用直探头进行扫查,若因缺陷造成底波消失时,应为不合格锻件。(https://www.xing528.com)
直探头探伤时,不允许有大于ϕ3mm当量缺陷存在,但允许ϕ2~ϕ3mm当量缺陷在任意宽度全圆周内有四个。
6.磁导率
在200Oe(1Oe=79.577A/m)磁力作用下,锻件磁场强度不得超过1.1。试验方法按机械工业有关规定进行。
(二)工艺过程的质量控制
1)发电机护环生产中的主要质量问题
①钢质不纯净。
②热锻及变形强化时开裂。
③晶粒粗大不均匀。
④残余应力超标。
⑤形状尺寸不合格。
2)冶炼时应控制C、Mn等元素和S、P等微量有害元素在规定含量之内。要求电炉冶炼,也可以采用电渣重熔。
3)浇注时应严格控制注温、注速,要求用下注法保护浇注。
4)加热锻造过程按表7-5-8所示进行。
5)固溶处理要求在850℃停留,1050℃保温后立即入水均匀冷却。
6)形变强化在室温下进行,用楔块模具冷扩孔,也可用液压胀形强化,外径变形量31.32%。
7)去应力处理在锻件楔扩强化后进行。以不超过40℃/h的速度加热到320~350℃,保温8~12h,然后缓冷至100℃以下出炉。
8)锻坯粗加工在变形强化前及发运前进行,以满足工艺尺寸、要求的形状及粗糙度。
(三)检查和验收
1)订货方有权检查供货方原材料质量,试样的留取与制备,监督试验执行情况。
2)锻件出厂合格证内容项目:
①订货合同号。
②熔炼炉号。
③订货锻件图号。
④锻件级别。
⑤钢液化学成分分析结果。
⑥力学性能试验结果。
⑦超声波探伤结果(包括缺陷分布图)。
⑧固溶处理和去应力处理的温度、升温速度及保温时间。
⑨强化方法。
⑩补充要求的试验结果。
3)如产品复核后要退货,订货方应在收到锻件60天内通知供货方。
(四)打印和包装
1)供货方应在每个锻件端面上标明供货方厂名,订货合同号,熔炼炉号,锻件卡号。
2)锻件表面应涂防锈剂并包装发运。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。