



1.磨料
根据锻件的加工要求和生产条件,可选用一种磨料,或选用几种磨料配用。磨料的种类、特性和用途见表7-4-20。
表7-4-18 立式振动光饰机的主要技术参数

表7-4-19 卧式离心光饰机的主要技术参数
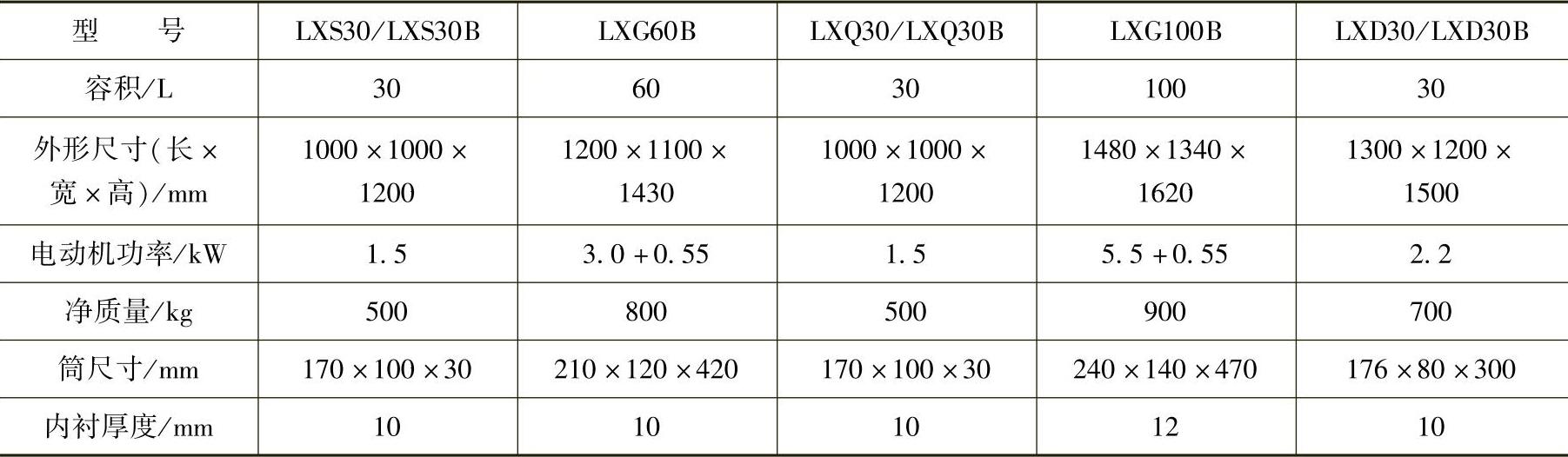
表7-4-20 磨料的种类、特性和用途
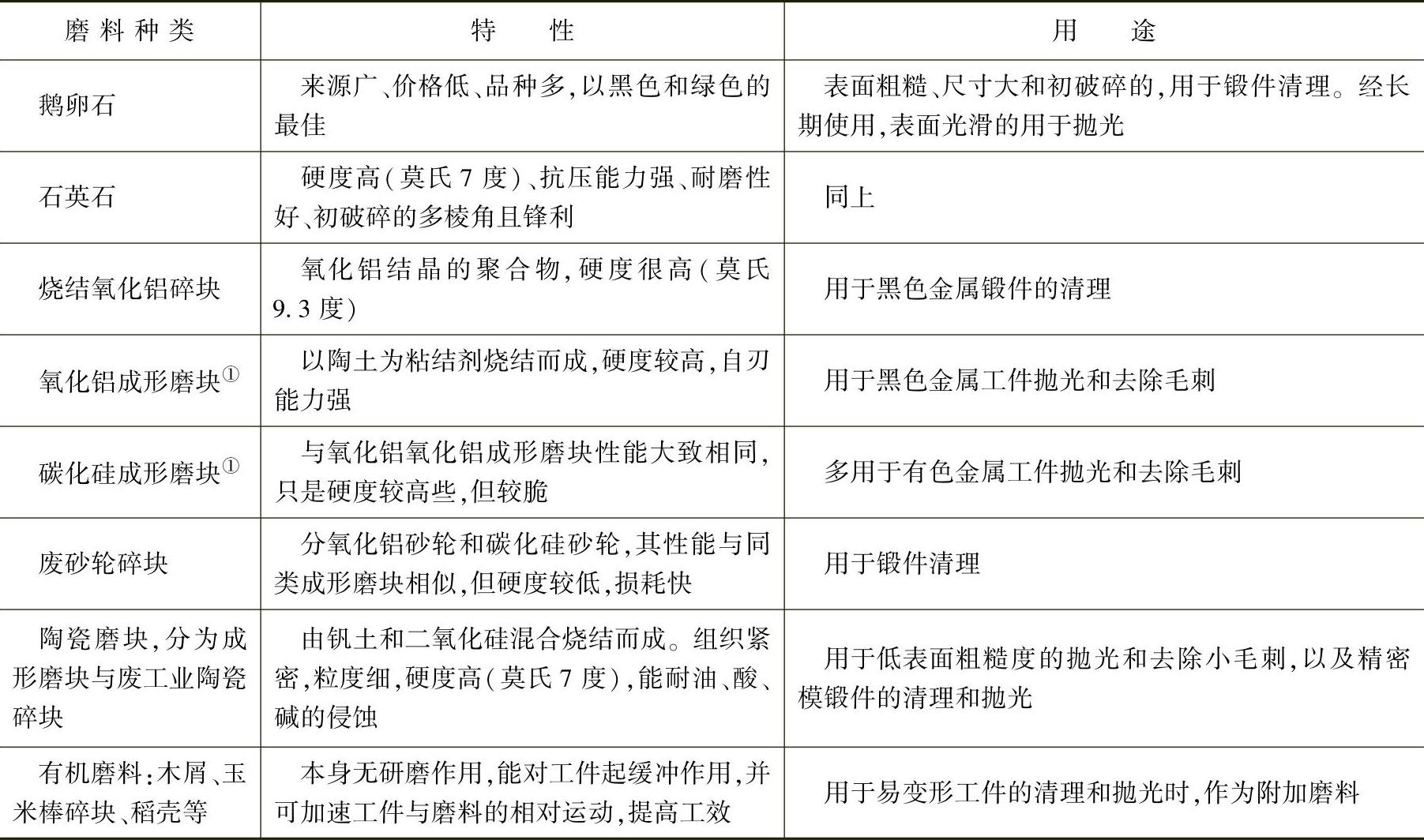
①成形磨块是根据加工要求,特制成一定形状和尺寸的磨料,如圆柱形磨块、三棱形磨块、锥形磨块等。
2.磨料粒度的选择
光饰选用的磨料粒度,最小约为3~5mm,最大为50~80mm。表面粗糙度值大的清理工序,用大尺寸的碎块磨料;表面粗糙度值小的抛光工序,应用小尺寸的成形磨块。对于易变形的工件应选用较小粒度的磨料。当工件带孔或有凹槽时,磨料尺寸应小于孔槽尺寸的1/3~1/5,或大于孔槽尺寸,以免尺寸相近而卡住。为了便于筛分,磨料尺寸不应与工件尺寸相近似。
3.磨料与工件的配比(https://www.xing528.com)
磨料与工件的体积比例为2∶1~6∶1。清理工序趋向选用前者,抛光工序趋向选用后者。
4.添加剂溶液
按添加剂的作用可分为防锈剂、光泽剂、清洗剂、润滑剂和浸蚀剂。根据工件的加工要求,可选用一种添加剂,或几种添加剂混合使用。几种添加剂混合使用时,相互不应有化学反应,而且应符合各种添加剂规定的浓度。添加剂的种类、性能和用途见表7-4-21。
添加剂的用量:对表面粗糙度值大的清理工序,用量较小,一般小于工件和磨料体积的60%~70%:对表面粗糙度值小的抛光工序,应增大用量,一般不小于工件和磨料的80%。
光饰的加工时间由几十分钟到二十余小时不等,应根据工件的情况和要求,以及选用的磨料和添加剂,用实验方法具体确定。
表7-4-21 添加剂的种类、性能和用途
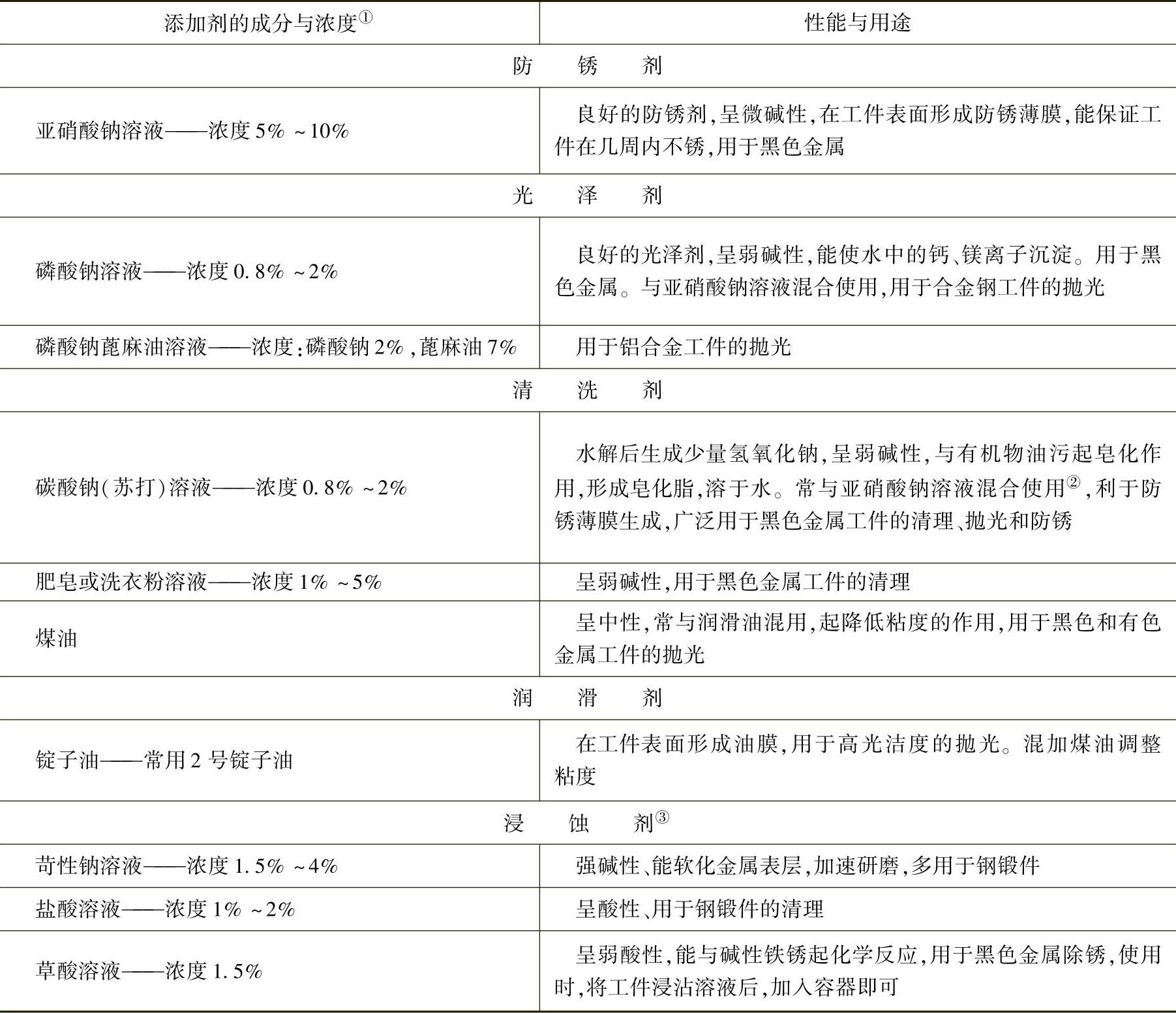
①添加剂浓度用pH试纸检验;浸蚀剂的pH应大于4,小于11,其他溶液的pH应大于5,小于10。
②用其他方法(如滚筒、抛丸、酸洗等)清理过的锻件,也可使用这些溶液浸沾防锈。
③使用浸沾剂后,工件应及时清洗。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。