



锻件在锻造生产的各生产工序及其传递过程中,由于各种原因会产生弯曲、扭转等变形,如锻件由于急冷收缩使得锻件变形(见图7-2-27),或冲连皮时产生变形(见图7-2-28)。尤其是长轴类与弯曲类锻件最易发生变形。锻件的变形值可以用对轴线的相对偏移量来表示(见图7-2-29)。这种变形将导致锻件不符合锻件图上的技术要求,以致成为废品。为了消除这种变形,使锻件符合图样技术要求,需要对变形锻件进行校正。
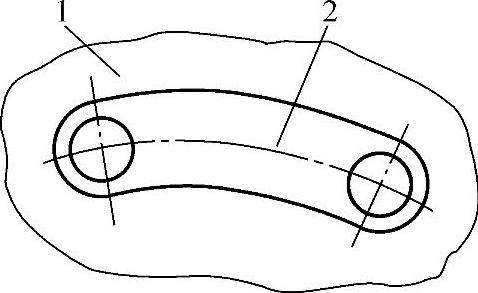
图7-2-27 急冷收缩引起的变形图
1—冷的飞边 2—热的锻件
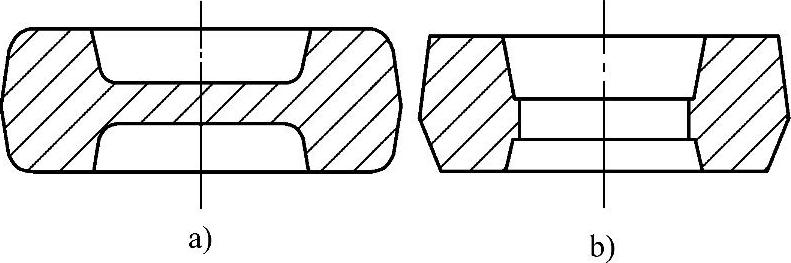
图7-2-28 冲连皮时产生的变形图
a)冲连皮前 b)冲连皮后
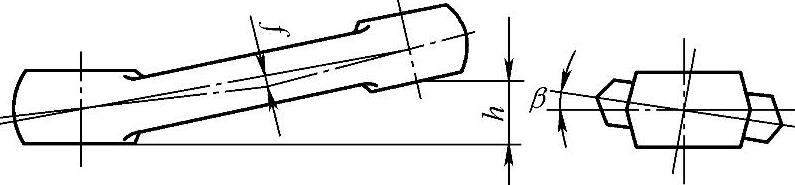
图7-2-29 锻件的弯曲和扭转变形(https://www.xing528.com)
校正可以在校正模内进行,也可以不用模具,如对某些长轴类锻件的校正是直接将锻件放在液压机工作台的两块V形块上,利用装在液压机压头上的V形块对弯曲部位进行校直。通常锻件的校正多是在校正模内进行,此时还可以通过校正将锻件在高度方向上因欠压而增大的尺寸减小。
在实际生产中,需要采用校正模进行校正的锻件,一般有如图7-2-30所示的几种情况。尤其是对于形状复杂的锻件,如曲轴、凸轮轴等。
锻件校正分为热校正与冷校正两种:
1)热校正。在热态下校正通常是与模锻工序同一火次,在切飞边与冲连皮之后进行。它可以在模锻锤的终锻模膛内校正,也可以在校正设备(如螺旋压力机等)上的校正模中进行,这时与模锻设备、切边压力机组成一条生产流水线。也可以在切边压力机上的连续式或复合式切飞边—校正或冲连皮—校正模具内进行。热校正一般用于大型锻件、高合金钢锻件及易于在模锻和切飞边、冲连皮工序中产生变形的复杂形状锻件。
2)冷校正。它是在锻件清理工序之后进行,作为最终的精整工序。一般用于中小型锻件和易于在冷切飞边、冷冲连皮、热处理及表面清理过程中产生变形的锻件,冷校正可在夹板落锤、螺旋压力机和曲柄压力机等锻压设备上的校正模内进行。在某些情况下,为了提高塑性,防止产生裂纹,需要锻件先进行退火或正火处理。
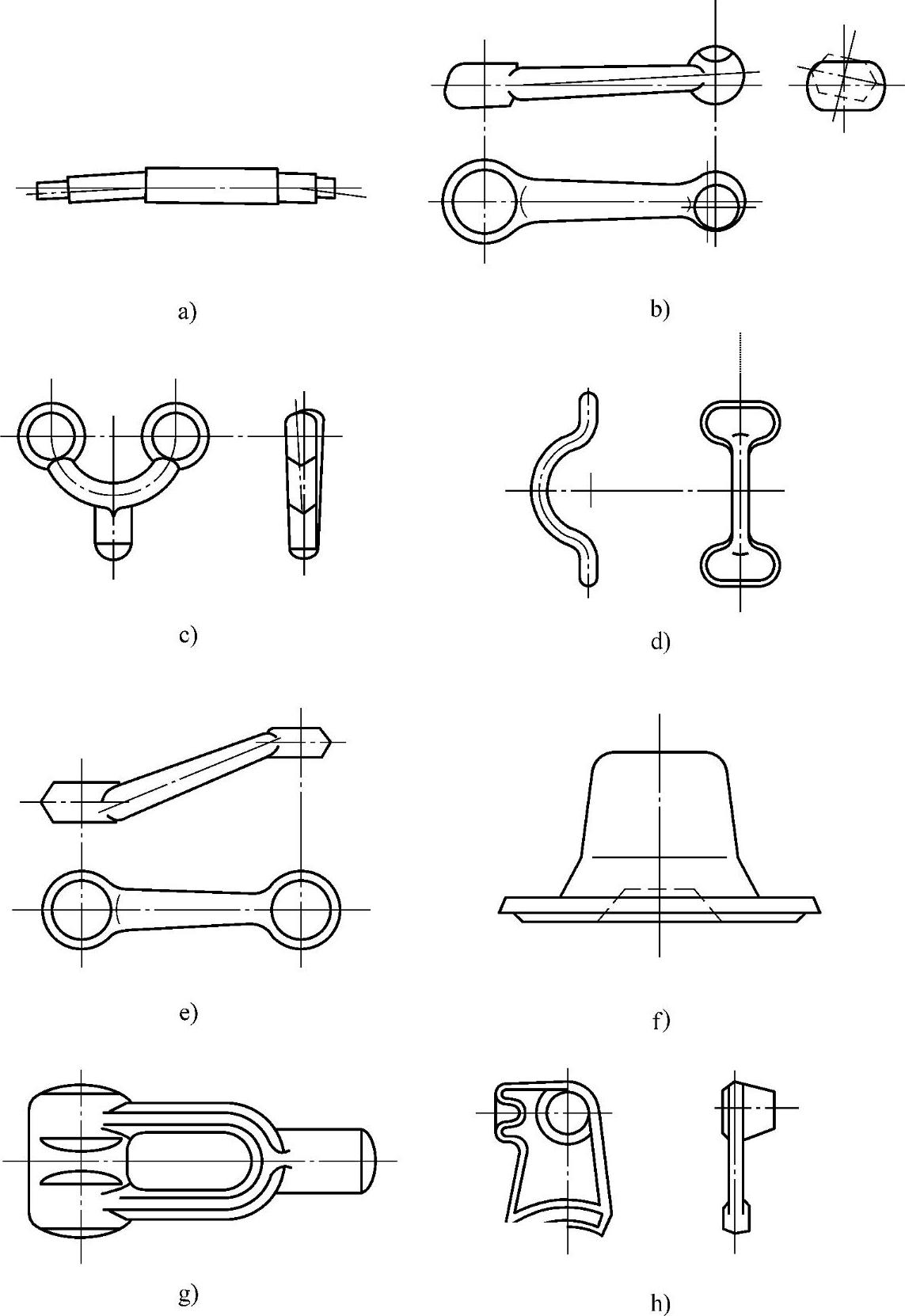
图7-2-30 需采用校正模校正的锻件
a)细长轴 b)具有大小头的长杆类锻件 c)叉形锻件 d)分模面弯曲的细长锻件 e)具有落差的锻件 f)具有薄法兰的锻件 g)具有冲孔的锻件 h)变速叉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。