



齿轮精锻在近年来有了很大的发展。普遍认为,精锻的齿轮具有连续的且沿齿廓合理分布的金属流线和致密组织,其齿轮强度、齿面耐磨能力、热处理变形量和啮合噪声等,都比切削加工齿轮优良,一般力学性能可提高20%。此外,在提高生产率、材料利用率,降低成本及增加市场竞争力等方面具有明显优势。
由于精锻齿轮的齿形是直接制出,不需要后续加工,因此,冷精压齿轮齿形就是整个工艺过程中最重要的工序。在冷精压前,需要将精锻件进行磷化、皂化润滑处理,在冷精压后,再在热水或蒸汽中洗净锻件。精压齿轮的轮廓精度在10μm左右,表面粗糙度可达到Ra1.0μm以下。在冷精压过程中,齿轮是逐渐被挤过模具,利用模具的内应力和变形与齿轮的位置关系,在模具入口和出口处,模具受力相对较小、变形也较小,而模具中部变形相对较大,因而可获得具有鼓形的齿轮。
冷精压齿轮的设备通常是机械压力机或螺旋压力机。冷精压齿轮的模具精度要求较高,一般是用比齿轮零件精度提高两级与表面粗糙度减少1~2级的电极来加工制造。
图7-2-25所示为直齿圆柱齿轮冷精压模简图。主要由上模1,凹模2,芯轴8和顶出块6组成。凹模2为浮动组合式结构,由弹簧4支撑。精压时,坯料7靠模具的倒角导入型腔,同时随上模1压缩弹簧4一起向下运动。精压后,在弹簧4作用下,顶出块6把坯料7顶出。如对斜齿轮精压时,由于齿轮在挤压过程中会转动,需要采用具有平面滚动轴承的模座使凹模旋转。在冷精压斜齿轮时,轮齿两侧受力不对称,变形也不相同,需要把该齿轮反向再冷精压一次。
图7-2-26所示为螺旋锥齿轮精压模。需选取适当的碟形弹簧14和2,以保证下顶杆15和上顶杆6能先后顺序动作,避免工件或模膛的齿形损坏。
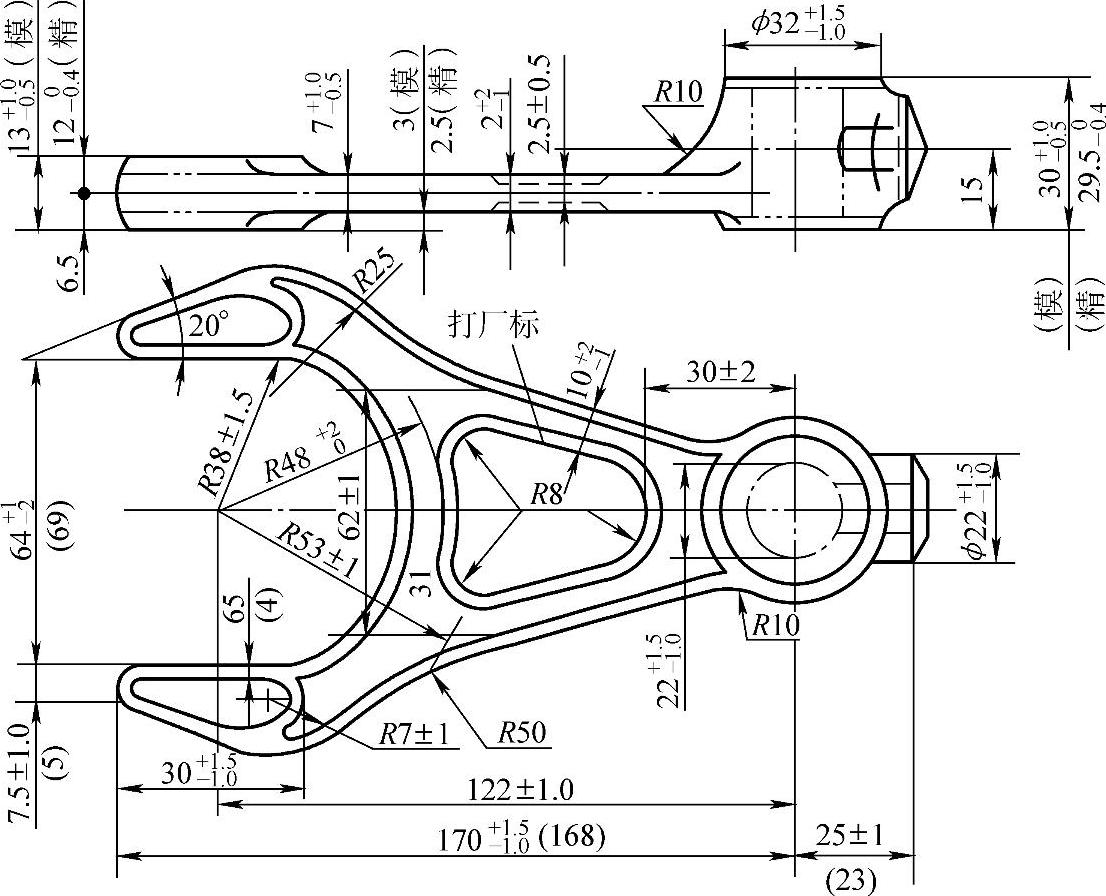
图7-2-24 铁牛55型拖拉机倒挡变速叉锻件
锻件技术条件 材料45钢,锻件质量0.56kg,模锻斜度7°,圆角R3,毛刺在周边≯1mm,在叉口≯1.5mm,表面缺陷深度在加工表面≯1/2实际余量,不加工表面≯1mm,精压表面≯0.3mm,错移≯1mm,弯曲≯0.5mm,正火处理156~217HBW(https://www.xing528.com)
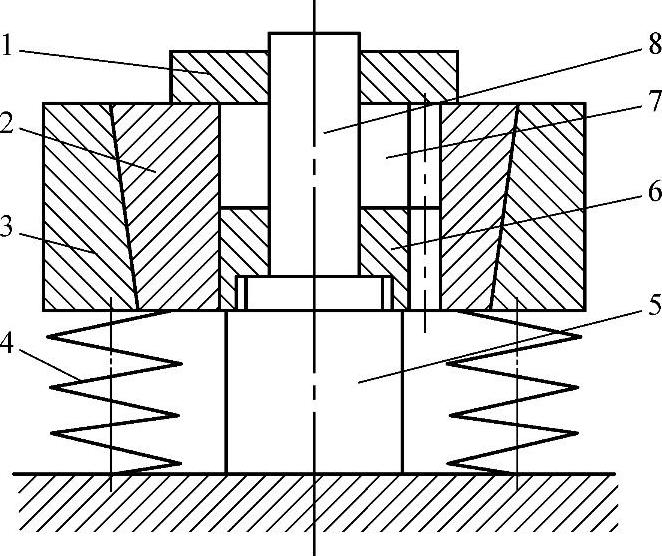
图7-2-25 直齿圆柱齿轮冷精压模简图
1—上模 2—凹模 3—顶紧圈 4—弹簧 5—垫块 6—顶出块 7—坯料 8—芯轴
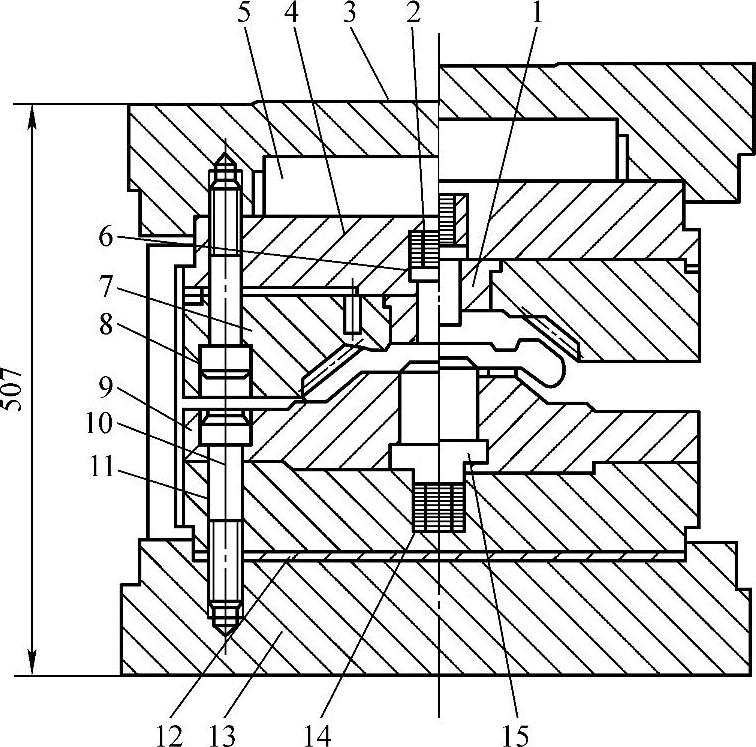
图7-2-26 螺旋锥齿轮精压模
1—凹模镶块 2、14—碟形弹簧 3—上模板 4—凹模座 5—测力器 6—上顶杆 7—凹模 8、10—螺钉 9—下模 11—下模座 12—垫板 13—下模板 15—下顶杆
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。