



对内孔形状尺寸要求不严的空心轴,可以采用自由缩径的方法成形。
凡是对内孔形状尺寸无法用自由缩径保证的空心轴,其内孔成形要采用芯轴。采用芯轴锻造空心轴时,坯料外部用锤头锻打成形,内孔与芯轴靠实。
短芯轴锻管法采用推打,如图6-6-26。夹头与芯轴在同一个方向,锤头闭合进行推打时,芯轴不沿轴向移动。一个夹头推打完后,转给另一个夹头进行拉打。锻件锻完后芯轴也就跟着出来了。

图6-6-26 短芯轴上锻管
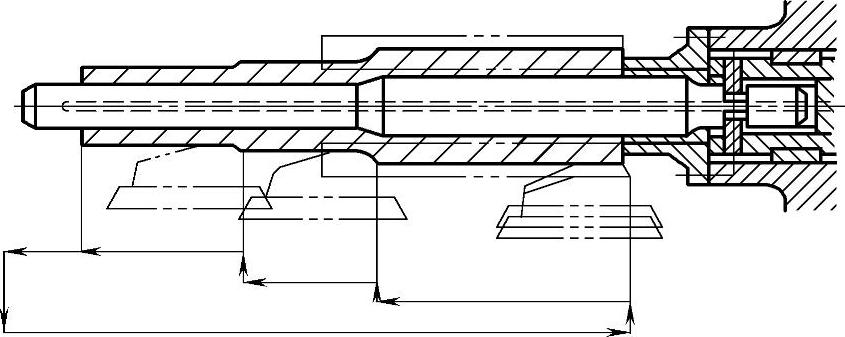
图6-6-27所示为长芯轴锻管法。先将芯轴插入锻件,然后将芯轴和锻件一起送进锤头下面。闭合锤头后进行拉打。可锻成内部和外部都有台阶的空心轴,锻完拔出芯轴。有些设备允许使用长芯轴,设备本身带有拔芯轴装置。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-6-27 长芯轴锻造阶梯轴
为了使芯轴易于脱出锻件,在芯轴上设计必要的锥度。锥度的大小,应根据锻件长短、锻件壁厚大小、压下量大小和轴向送进速度几方面情况考虑。一般锻件较长、壁厚较薄、压下量大、轴向送进速度低,都对芯轴脱出不利。在这种情况下,芯轴锥度应取大些。反之,芯轴锥度应取小些。一般芯轴锥度以1.5∶100为宜。热锻用芯轴反映了热锻件内腔尺寸,所设计芯轴直径和各台阶长度尺寸,应充分考虑热锻件的冷却收缩;冷锻薄壁管件或经过调质处理的坯料时,因为金属回弹,其数值要根据具体锻件试锻摸索或采用计算机模拟确定。设计芯轴应很好地考虑金属流动特征。凡是锻件内孔有急剧的转角和过渡处,为了防止此处金属变形时不能很好地充满,应将内孔形状简化。用于热锻的芯轴,都应在芯部留水冷却孔。
图6-6-28所示的回水形式的冷却水通道,比并列放两个管子(一个进水,一个出水)在芯轴内腔好。一般热锻芯轴材料用H13、3Cr2W8V、5CrNiMo或5CrMnMo,热处理硬度46~50HRC,表面粗糙度Ra<1.6μm。形状复杂的冷锻芯轴材料用C12MoV、W6Mo5Cr4V2、W18Cr4V;形状简单,尺寸较大的冷锻芯轴材料,用CrWMn、GCr15等,热处理硬度为60~62HRC,表面粗糙度Ra<0.4μm。原则上芯轴的硬度越高越好,但要防止脆断和高温下的软化。所以要求高的热硬性和韧性。最好在5CrMnMo钢上喷涂一层VC硬质合金。

图6-6-28 一种回水形式的冷却水通道
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。