



夹持锻件的夹爪可分为通用夹爪和专用夹爪。
1.通用夹爪
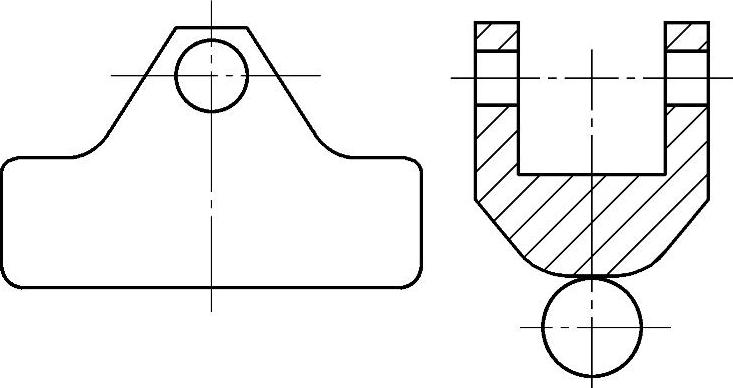
通用夹爪(图6-6-24)适用于夹持圆、方坯料。只有坯料尺寸在夹持范围之内才可使用。夹持部分必须超过夹爪长度之半。由于夹头靠近锤头终止位置时,与锤头有一定的距离,所以相对应的这部分坯料锻不着。
2.专用夹爪
一般阶梯轴在调头锻造时,往往需要对坯料两头夹持。而且坯料夹持部分直径常常不同,可能较短,因而需要根据锻件设计专用夹爪。
专用夹爪可以根据锻件形状尺寸设计成整体式,也可以设计成镶块式。为了使坯料调头锻造和夹头运动到靠近锤头终止位置时,夹爪尽量靠近锤头,以便尽量在长度方向多锻造一部分,解决一些小件的锻造问题,设计了整体夹爪和镶块夹爪(图6-6-25)。整体夹爪和镶块夹爪的夹持部分尺寸都应按坯料直径设计。调头后的夹持部分尺寸,按被夹持锻件部分直径确定。为了防止夹料时两侧啃入坯料,圆弧半径要设计得比被夹持部位半径大,一般以2~5mm为宜。相应圆弧中心也向下移动同样的距离。为了防止工件夹持后打滑,在夹持坯料部位前端焊接不锈钢防滑台,长度大约为20mm。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-6-24 通用夹爪
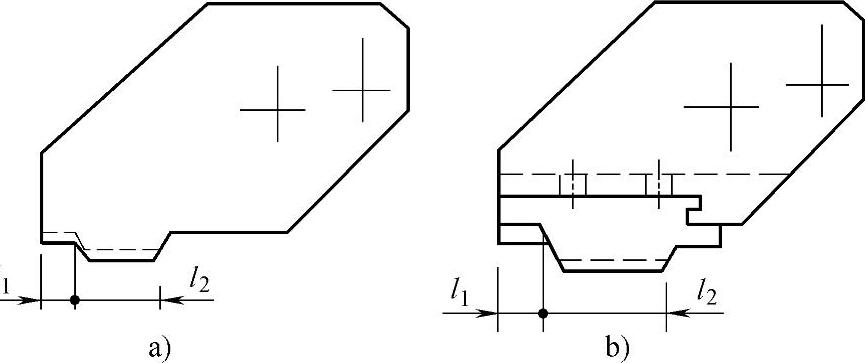
图6-6-25 专用夹爪
a)整体夹爪 b)镶块夹爪
夹持坯料长度l1主要根据调头前夹持坯料长度和质量考虑,以夹持牢固为原则;调头后夹持部分长度l2尺寸力求长些,但往往受定位器尺寸限制。一般建议l1大于20mm,l2大于50mm。夹爪固定部位应按径向锻造机夹头相应部位形状尺寸设计。设计夹爪时,在保证强度的前提下,应尽量将不用的部位铣空,不仅可以减轻重量,还容易散热。不论哪种夹爪,均开有防滑槽。
热锻夹爪长时间与热金属接触,温度高达700℃左右。因此要求制造夹爪的材料要有足够的热硬性。热锻夹爪材料可以选用5CrNiMo和5CrMnMo,热处理硬度40HRC左右。冷锻夹爪要高硬度,防止其急剧磨损使锻件打滑。冷锻夹爪材料可选用T10、9CrSi等。热处理硬度一般为56~60HRC。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。