



编制工艺过程卡片,是设计径向锻造工艺过程的最后一项工作。在设计锻件图、选择坯料和设计工艺过程、装备等工作完成后,编排工艺过程卡片可以和确定变形过程(即工作循环)及选择工艺参数等工作同时进行。工艺过程卡片的内容可根据设备情况设计,其主要内容和注意事项如下:
1)零件名称、编号、材料,选用的坯料规格,坯料质量,锻件质量,工艺过程编号等。
2)确定径向锻造装备规格,编号。
3)画锻件图和工作循环示意图,填写锻件的技术要求。
4)计算送料位置尺寸,调头位置尺寸和下料位置尺寸。
5)计算各工步的夹头挡块放置尺寸,应注意三点:①第一锤进锤时,夹头位置比较重要,因为这关系到调头锻时的坯料分配。②锻件长度上的尺寸,除考虑热胀量外;锤头前部圆角对长度尺寸也有一定影响。图6-6-13中从D1锻到D3和从D2锻到D3夹头同样移动L1距离,锻出锻件的长度则相差L长度。③锻带凹档锻件时,凹档长度为夹头运动距离、锤头整形段长度和预整形段长度之和。配置更正挡块时,应根据夹头运动速度恰如其分地选择程序挡块和更正挡块的距离。(https://www.xing528.com)
6)计算各工步的锤头挡块放置尺寸。锤头的最小打击直径加上直径调节尺寸,即为锻件直径尺寸。如锤头打击直径(即锤头整形段设计锻造直径)为60mm,欲锻锻件直径为ϕ85mm,则锤头挡块位置在25mm处。
7)标注出夹头旋转工步和延时、更正、分度、送料、取料和调头等工步尺寸或挡块位置。在锤头锻打的各工步,均需要夹头旋转。一般第一工步夹头送进时,即使锤头不锻打坯料,也需要夹头旋转。另外,应根据设备具体条件,合理选择延时,更正、分度以及送料位置、取料位置和调头位置。
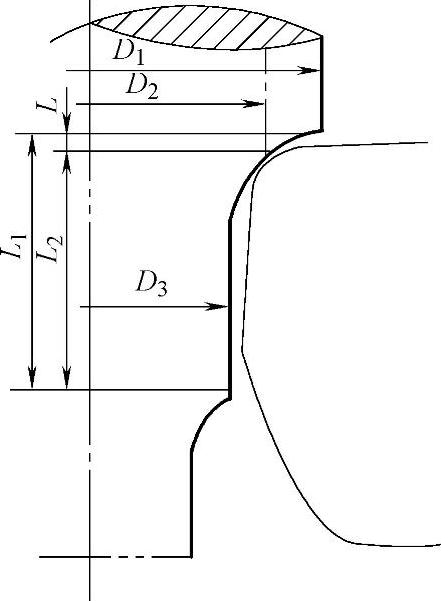
图6-6-13 圆角对锻件长度的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。