



1.摆辗模具结构设计
摆辗模模具结构分立式摆辗模具和卧式摆辗模具两类。立式摆辗模具用于立式摆辗机,适合摆辗短轴类锻件。它由上面的凸模(与摆头相连)和下面的凹模组成。锻件形状复杂的部分,特别是具有非回转体的部分,均在凹模中成形,而形状简单的部分则放在凸模成形。
卧式摆辗模具用于卧式摆辗机,适合摆辗带法兰的长轴类锻件。它与平锻模相似,是由一块凸模和两块凹模组成(图6-5-20),即摆动凸模1、活动凹模5和固定凹模6。凸模通过压紧圈2和螺钉3紧固在摆头4上。活动凹模通过压板8和螺钉9固定在夹紧滑块7上,而固定凹模则固定在工作台10上,它们组成一个完整的凹模。
摆辗模具根据结构不同分为整体式摆辗模和镶块式组合模。镶块式组合模的使用主要有两个目的,一是将整体式模具中最易磨损、最易产生塑性变形的部位用强度较高的金属镶块取而代之,一旦模具磨损,只需更换局部镶块;二是在模膛中易产生应力集中的部位分块,消除应力集中。采用镶块组合模可显著地提高模具寿命和生产率。图6-5-21是镶块模的典型结构。图6-5-22为有代表性的凹模凸台镶块。一般而言,模具尺寸较大、产品批量较大时,应采用镶块模,这样可降低模具成本。
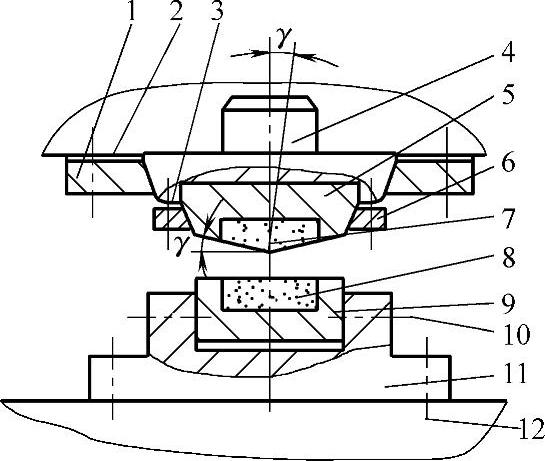
图6-5-21 镶块模的典型结构
1—上模压板 2、3、10、12—螺钉 4—模板 5、9—外套 6—压板 7、8—镶块 11—模板
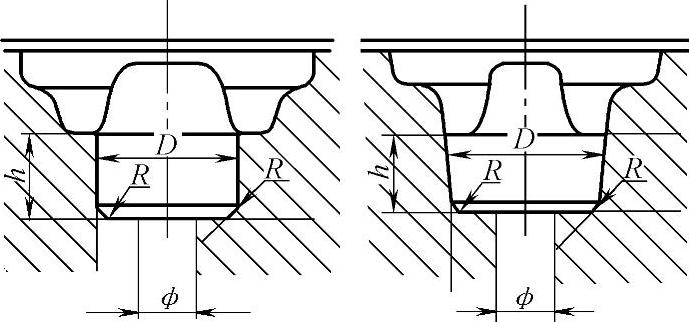
图6-5-22 凹模凸台镶块
2.摆辗模具模膛设计
摆辗模具的模膛由凸模和凹模的相应工作面组成。凹模的模膛尺寸均按机械压力机上的锻模模膛设计,即按锻件图的相应的尺寸和形状进行设计。而凸模是一个具有锥顶角180°-2γ的圆锥体,且轴线与摆辗机主轴成γ角,所以凸模模膛尺寸和形状都要根据锻件图进行重新设计和计算,其方法如下:
1)锻件图中直径最小的回转平面中心O,在凸模中将其设计成为圆锥或圆锥台的顶点O′,如图6-5-23所示。
2)锻件图中锻件轴线就是凸模的轴线,也就是圆锥或圆锥台的轴线。
锻件图上凡与轴线相垂直的各圆平面,在凸模上都设计成圆锥面或圆锥台面,其锥顶角均为α=180°-2γ,如图6-5-23所示。
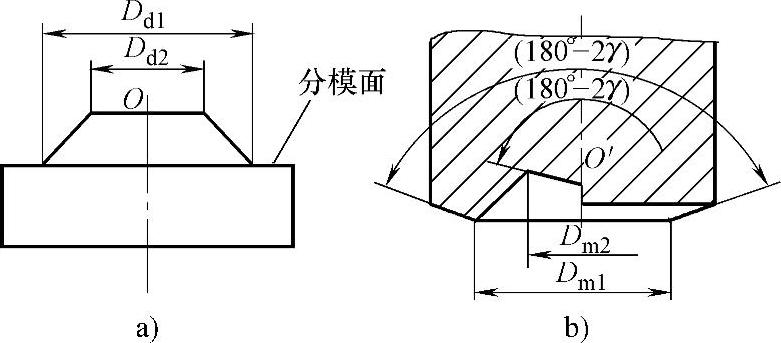
图6-5-23 摆动凸模设计之一
a)锻件图 b)摆动凸模
圆锥母线的长度等于锻件图中各圆平面的半径。
圆锥或圆锥台底面直径为
Dmn=Ddncosα±2Hdnsinγ
式中 Dmn——圆锥底面直径;
Ddn——锻件各圆平面直径;
Hdn——锻件两相邻圆平面的高度;
γ——摆角。
当锻件最大圆平面在最小圆平面之上者取“-”号,反之取“+”号。
当Hdn=0时,Dmn=Ddncosγ。
3)凸模斜度与锻件斜度关系如下(图6-5-24):
βimn=βodn-γ
βomn=βidn+γ
式中 βimn——凸模内斜度;
βodn——锻件外斜度;
βomn——凸模外斜度;(https://www.xing528.com)
βidn——锻件内斜度。
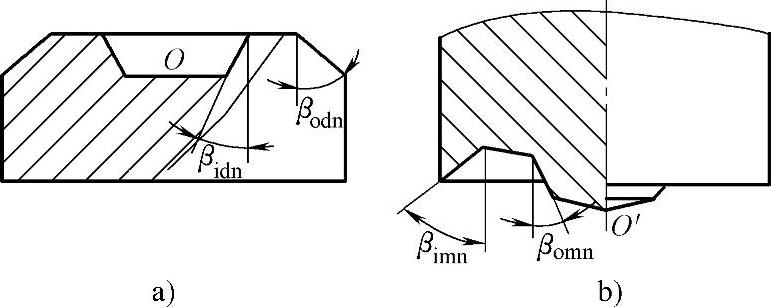
图6-5-24 摆动凸模设计之二
a)锻件图 b)摆动凸模
4)锻件图上两相邻平面间的高度Hdn,应等于凸模两相邻圆锥面间的垂直高度Hmn,即Hdn=Hmn,如图6-5-25所示。
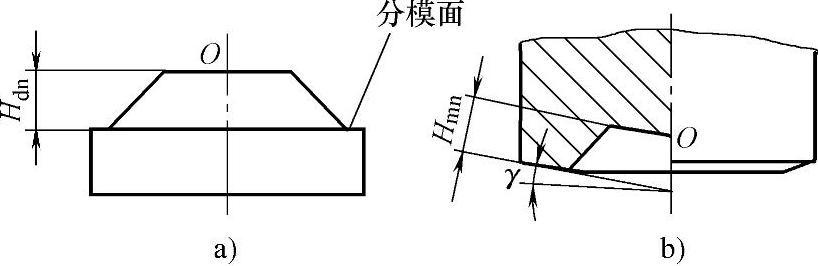
图6-5-25 摆动凸模设计之三
a)锻件图 b)摆动凸模
5)凸模圆角半径和锻件图中圆角半径相等。即Rmn=Rdn,但它的圆心要增加一偏移量e,如图6-5-26所示,e=Hdnsinγ。
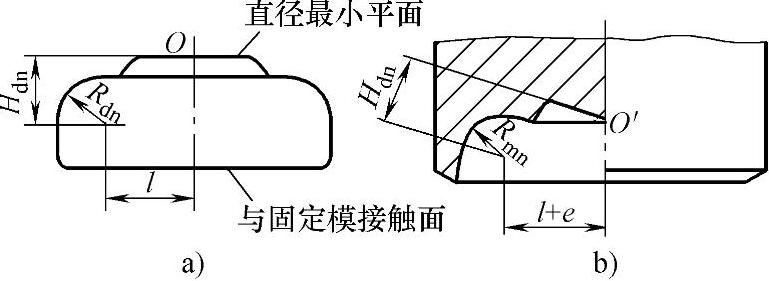
图6-5-26 摆动凸模设计之四
a)锻件图 b)摆动凸模
6)凸模圆锥顶点O到模具安装面距离H应等于摆动中心O′到摆头模座面的距离H1,如图6-5-27所示,即H=H1。否则,当H<H1时,由摆动凸模成形的锻件直径尺寸必然大于锻件上相应的直径尺寸,反之,则小于锻件上相应的直径尺寸。
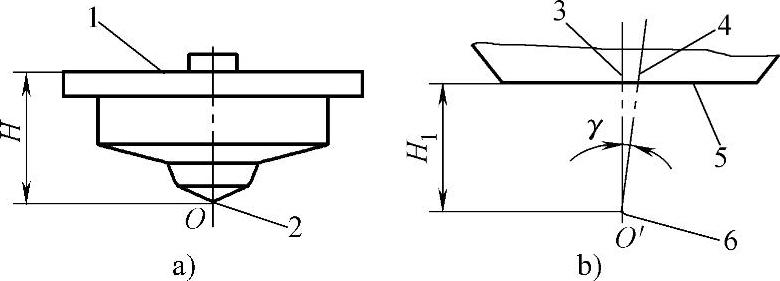
图6-5-27 摆动凸模设计之五
a)锻件图 b)摆动凸模 1—安装面 2—圆锥顶点 3—凸模轴线 4—摆动中心线 5—模座底面 6—摆动中心
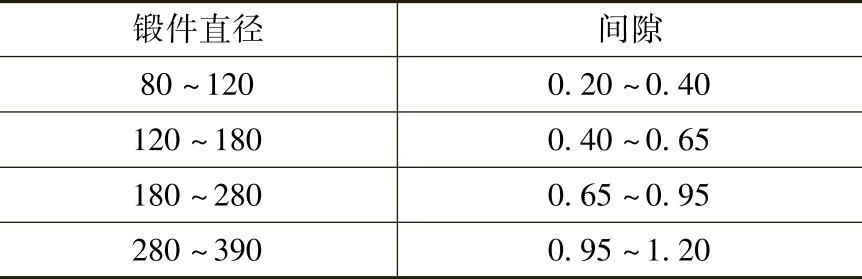
7)凸模与凹模间的间隙。采用闭式模摆辗时,凸模进入凹模中,因此二者间应留有间隙,如间隙过大,则纵向毛刺增厚,不易去除。反之,由于模具热胀又容易卡住,二者间隙建议按表6-5-2选取。
表6-5-2 摆动凸模与固定凹模间的间隙 (单位:mm)
由于凸模外形有圆柱形和圆锥形两种,相应的凹模也应有所不同。当摆动凸模外形为圆柱形时,则凹模与其相配合部分做成锥度为γ的圆锥孔,如图6-5-28所示。当凸模外形为180°-2γ的倒圆锥台时,则凹模与之相配合部分做成锥度为γ/2的圆锥孔或无锥度的圆柱孔,如图6-5-29所示。此时间隙可选取较小值。几种典型锻件凸模设计计算公式见表6-5-3。
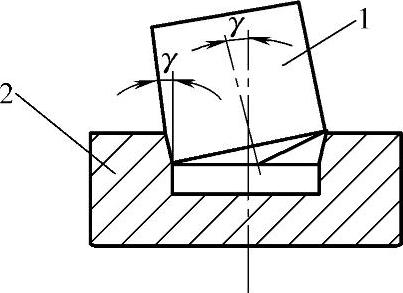
图6-5-28 摆动凸模设计之六
1—圆柱形摆动凸模 2—固定凹模
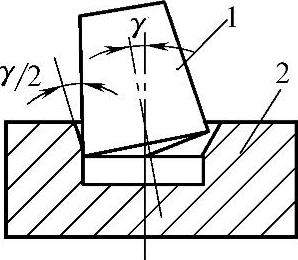
图6-5-29 摆动凸模设计之七
1—圆柱形摆动凸模 2—固定凹模
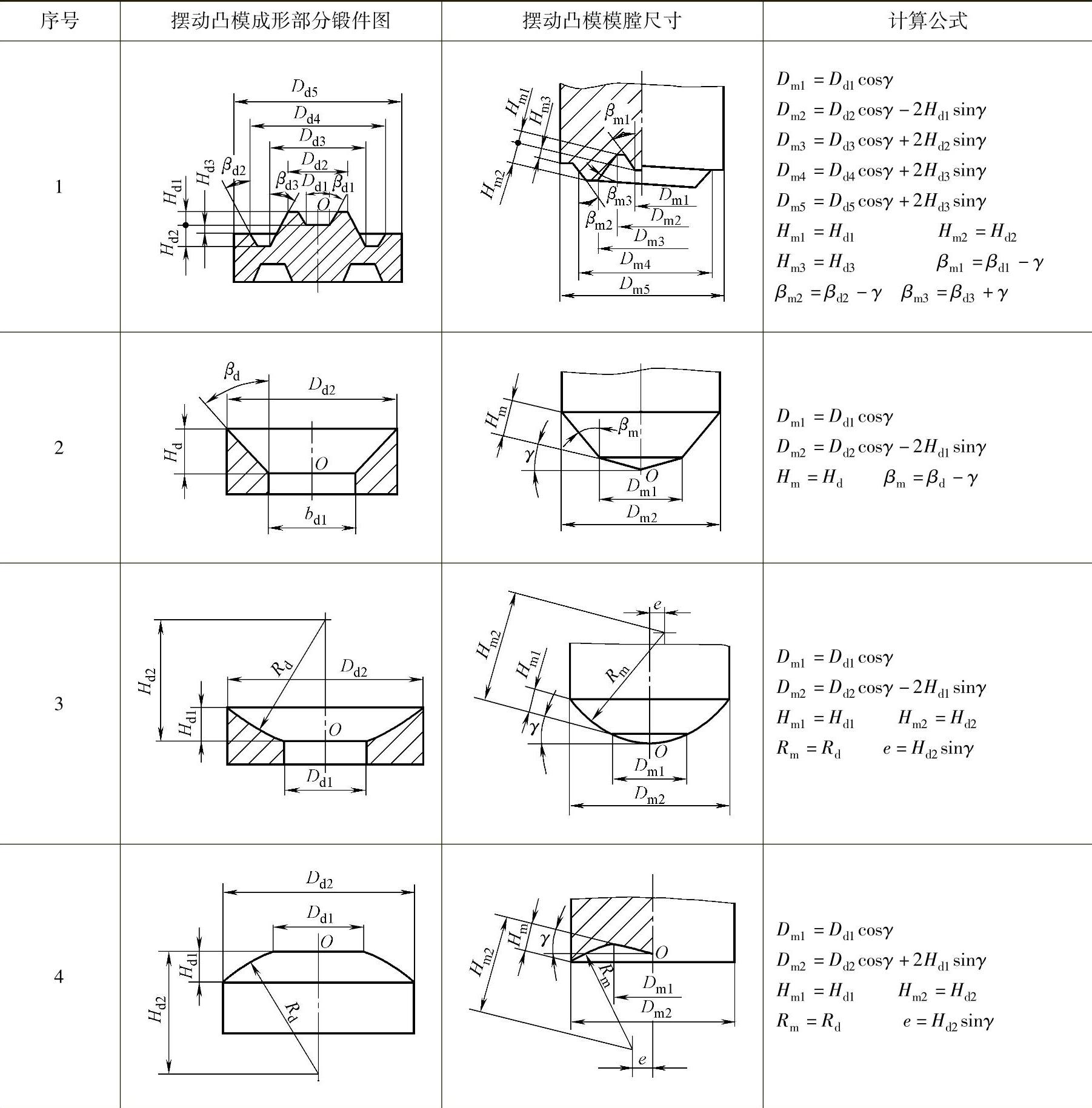
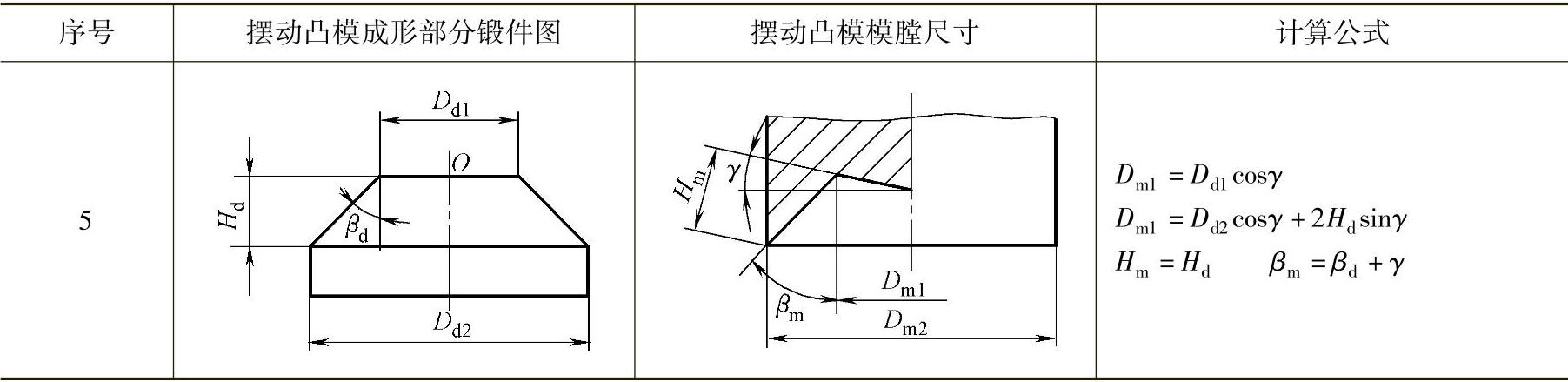
表6-5-3 凸模模膛设计计算公式表
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。