



根据辗压温度的不同,摆辗分为热摆辗、温摆辗、冷摆辗。热摆辗主要特点是省力,其成形后的锻件精度和表面粗糙度等与热模锻压力机上的模锻件相近;冷摆辗的特点是锻件精度高,表面品质好,可接近产品图的精度和表面粗糙度等要求;温摆辗综合了冷摆辗和热摆辗两个方面的特点。尽管各种摆辗成形的锻件几何精度和表面品质不同,但其锻件图的设计原理是相同的,都遵循根据零件图来设计锻件图的原则。
1.确定机械加工余量和公差
热摆辗时,加工余量和公差均可按曲柄压力机上模锻来选取。冷摆辗时,可按无余量摆辗处理,公差可类比机加工公差选取。
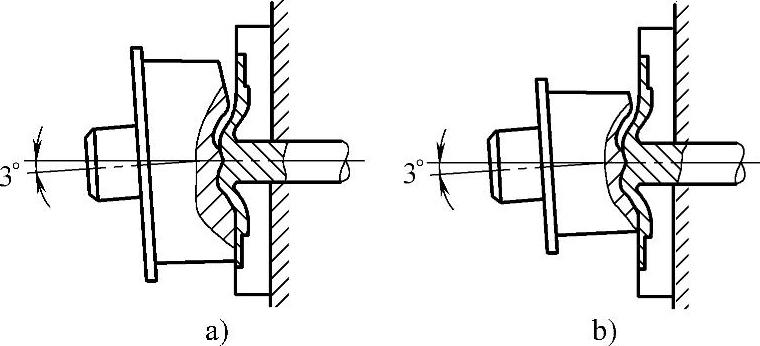
图6-5-18 摆辗模具
a)开式摆辗模 b)闭式摆辗模
2.分模面的选择
选择分模面的基本要求是保证摆辗成形结束后,工件能从模腔中方便地取出。根据锻件外轮廓形状不同,摆辗模具分为开式和闭式两类,如图6-5-18所示。开式模摆辗时锻件有飞边,需要摆辗后切除,增加了工序。只有当摆辗件外轮廓形状是非回转体锻件时才采用开式模,如摆辗成形六角螺钉头等。闭式模有许多优点,如不需要切飞边工序,虽然有纵向毛刺,但对机械加工影响不大;金属在闭式模内摆辗成形容易保证精度,且材料利用率高。但闭式模对制坯的形状精度和体积精度有较高的要求。
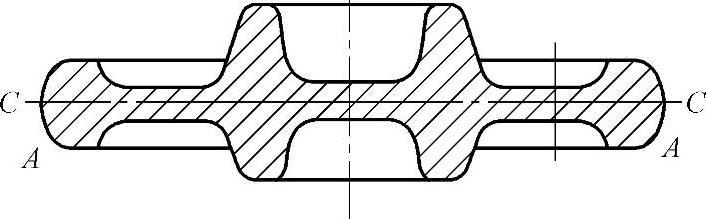
闭式模分模面应选在锻件最大轮廓尺寸靠近凸模的一面,以便在开模时锻件不会紧套在摆动凸模上,避免摆头与已成形的锻件外表面相切、刮伤。如图6-5-19的圆柱齿轮,应选C—C面作为分模面。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-5-19 圆柱齿轮坯摆辗分模面的选择
3.拔模斜度
由于摆辗机一般都具有顶料装置,因此拨模斜度比模锻小,一般取2°~6°,外壁斜度取小值,内壁斜度取较大值。冷摆辗时拔模斜度可取1°~3°,一些精度要求高的表面甚至可以不留拔模斜度。
4.圆角半径
摆辗锻件的圆角半径可参照机械压力机上模锻的圆角半径选取。
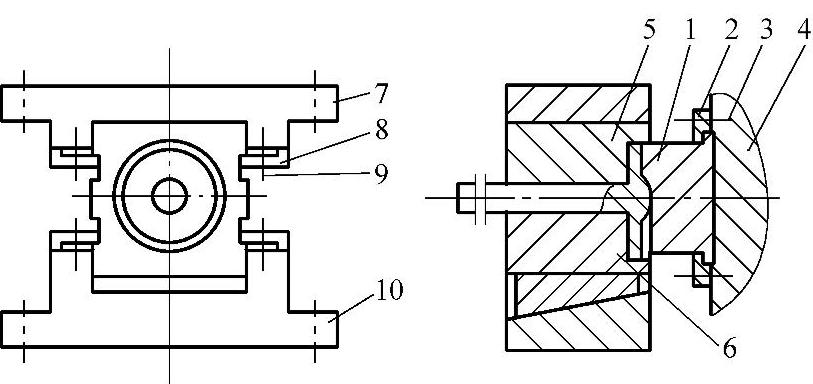
图6-5-20 卧式摆辗模结构
1—摆动凸模 2—压紧圈 3、9—螺钉 4—摆头 5—活动凹模 6—固定凹模 7—夹紧滑块 8—压板 10—工作台
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。