



1.按成形温度
摆辗工艺按成形温度分为:冷摆辗工艺、热摆辗工艺和温摆辗工艺。
冷摆辗工艺是指坯料在再结晶温度以下的成形工艺,实际生产中狭义指的是室温摆辗。由于摆辗成形是局部加载,模具与摆辗工件之间的摩擦主要是滚动摩擦,成形时接触区的单位压力以及载荷都小于整体锻造,因此,小尺寸零件可以在冷态下摆辗。冷摆辗成形时,工件表面品质好、尺寸精度高,可实现净形或近似净形加工。同时,由于冷塑性变形的应变强化,工件的强度、硬度、耐磨性和抗疲劳性能都能得到了提高。
热摆辗工艺是指坯料在再结晶温度之上的成形工艺。对于钢铁材料(黑色金属)而言,需被加热到1100~1250℃。热摆辗成形的优点是变形抗力小,工件材料塑性好,变形量大,能成形较大尺寸的工件。因此,大尺寸的工件、冷摆辗难以成形的工件,应选择热摆辗。热摆辗的工件,表面粗糙度值高、尺寸精度低,后续机加工量大,材料利用率低。
温摆辗工艺是温度在再结晶温度附近的成形。它具有冷、热摆辗工艺的优点,而最大限度地克服了各自的缺陷。温摆辗时,变形力远小于冷摆辗,而产品尺寸精度和表面粗糙度又接近于冷摆辗,也可以实现产品的净形和近似净形加工。
2.按成形工艺
摆辗工艺按工艺特点分为:摆辗锻造工艺、摆辗铆接工艺、其他摆辗工艺。
摆辗锻造工艺主要用于成形各种盘饼类、环类、带法兰的长轴类锻件。根据工件的尺寸大小和精度要求,分别采用冷、热、温摆辗工艺。(https://www.xing528.com)
铆接是摆辗工艺得到应用的重要领域。由于摆辗铆接无噪声、无振动,与风铆相比非常安静,因此,在许多工业部门摆辗铆接得到了广泛的应用。目前主要用于车辆、船舶、电气、门窗等生产制造中。不同铆头可实现圆头、平面、扩口、卷边等铆接工艺,如图6-5-10所示。
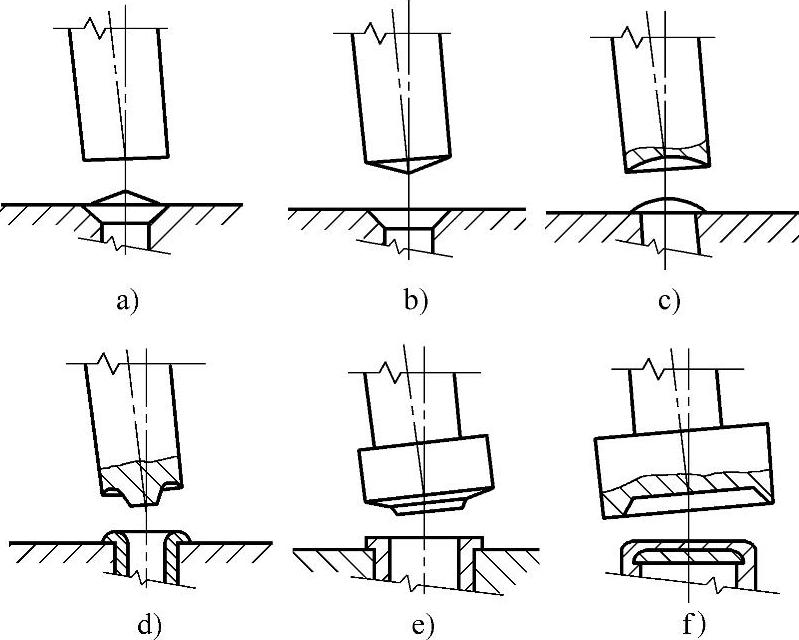
图6-5-10 摆辗铆接
摆辗工艺还可以用于管材和板材的成形,如精冲、管子缩口、平板翻边等,如图6-5-11所示。
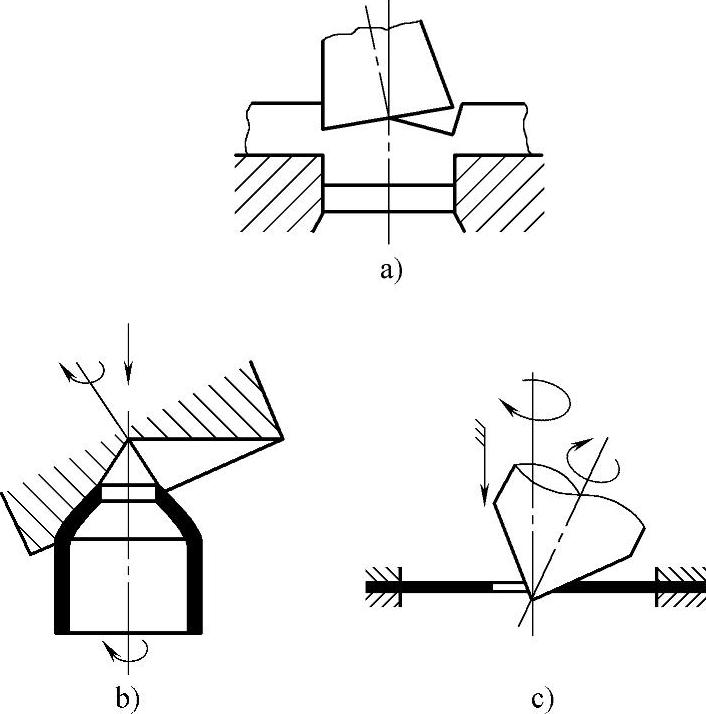
图6-5-11 管材和板材摆辗工艺
a)精冲 b)管子缩口 c)平板翻边
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。