



轧环模具通常称为轧制孔型。对于径向轧环,轧制孔型由驱动辊与芯辊构成,它决定了轧制环件的截面轮廓形状,其设计依据为环件锻件的热锻件图。对于径—轴向轧环,轧制孔型包括驱动辊与芯辊构成的径向孔型和上、下轴向锥辊构成的轴向孔型。除了驱动辊、芯辊和轴向锥辊外,轧环工具还有导向辊或推力辊、信号辊、托料板等。
(一)轧制孔型分类
按照轧制中环件与孔型的关系,轧制孔型可分为开式孔型、半开式孔型(半闭式孔型)和闭式孔型。按轧辊的结构特点,轧制孔型可分为整体式轧辊孔型和组合式轧辊孔型。
1.开式孔型
开式孔型如图6-4-20所示,孔型无侧壁,轧制中环件的两个端面无孔型约束而处于自由状态。开式孔型由圆柱形的驱动辊与芯辊构成,孔型轧辊加工方便,使用寿命长,多用于简单的矩形截面环件轧制成形。开式孔型轧制的环件端面质量较差,截面成形能力较差,不适于轧制成形复杂截面环件。
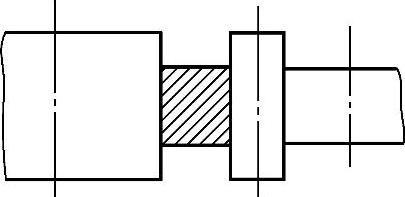
图6-4-20 开式轧制孔型
2.闭式孔型
闭式孔型如图6-4-21所示,孔型有侧壁,轧制中环件整个截面轮廓封闭在孔型内部,环件端面轴向宽展变形受到孔型侧壁约束,因而截面轮廓容易成形充满,且端面质量好,适于轧制成形台阶截面类环件等复杂环件。闭式孔型通常用圆柱形芯辊和带侧壁的驱动辊构成,或者说孔型型槽加工在驱动辊上。由于要加工型槽,驱动辊径向尺寸要增大。闭式孔型驱动辊侧壁在轧制中受到了较大轴向张力,对驱动辊的使用寿命有一定影响。
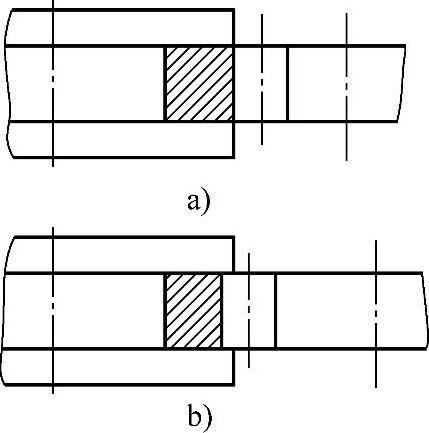
图6-4-21 闭式轧制孔型
a)轧制变形开始 b)轧制变形结束
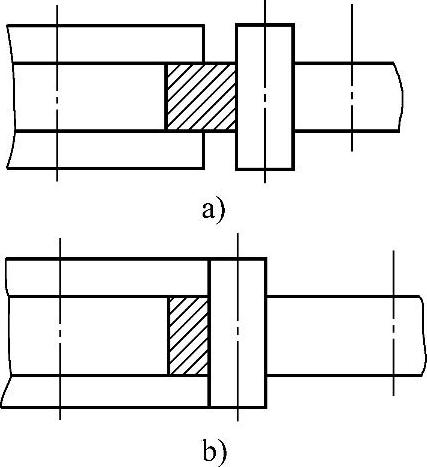
图6-4-22 半开式轧制孔型
a)轧制变形开始 b)轧制变形结束
3.半开式孔型
半开式孔型如图6-4-22所示,孔型有侧壁,但侧壁径向尺寸较小,使得在轧环开始阶段,仅有环件的部分端面轴向变形受到孔型侧壁约束,只是到了轧环变形结束阶段,环件的整个端面轴向变形才受到孔型侧壁约束,亦即在轧制变形结束阶段环件的整个截面才受到轧制孔型的完全封闭。半开式孔型是介于开式孔型与闭式孔型之间的一种过渡孔型,它也称为半闭式孔型。半开式孔型减小了驱动辊型槽侧壁的径向尺寸,改善了孔型在轧制中的受力条件,提高了使用寿命。此外,半开式孔型的驱动辊与芯辊之间的最大缝隙(沿进给方向)大于相应闭式孔型的最大缝隙,有利于环件毛坯轧制前放入孔型,这对于轧辊中心距不大的D51型扩孔机轧制成形壁厚较大的环件是必需的。还有,半开式孔型的芯辊轴颈径向尺寸可以比闭式孔型的大,这有利于提高芯辊的强度和使用寿命。半开式孔型的型槽可分别刻在驱动辊和芯辊上。半开式孔型轧制对于环件毛坯的形状尺寸较敏感,对于环件毛坯的设计制造和轧制过程控制要求较高。
4.整体式轧辊孔型
整体式轧辊孔型由整体式驱动辊和整体式芯辊构成,其尺寸精度较高、结构紧凑、装配简单,适于轧制成形截面形状不太复杂的环件锻件。整体式轧辊孔型的驱动辊要用大的模块加工制造,热处理变形较大,而且磨损后不易维修。整体式轧辊孔型多用于截面形状简单的环件轧制成形。
5.组合式轧辊孔型
这种孔型的轧辊是由多个零件组合装配而成的,它加工简单,维修更换方便,通过更换少量零件可以轧制成形不同截面尺寸的环件锻件,具有一定的通用性。组合式轧辊孔型通常用于大型、复杂截面环件轧制成形。图6-4-23为ϕ500卧式轧环机组合式轧辊孔型,它由整体式芯辊和组合式驱动辊构成。驱动辊的主要零件有压盖、底盖和中间环,只要更换中间环就可改变型槽宽度和深度,从而轧制成形不同规格尺寸截面的环件。
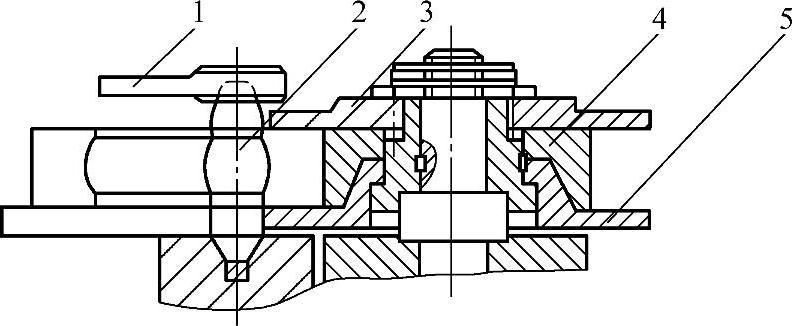
图6-4-23 ϕ500卧式轧环机组合式轧辊孔型
1—摇臂 2—芯辊 3—压盖 4—中间环 5—底盖
图6-4-24为ϕ300轧环机组合式芯辊,它由辊轴、平键、辊型、压紧螺栓等组合而成。要轧制成形不同内孔形状的环件,仅需要换辊型即可。
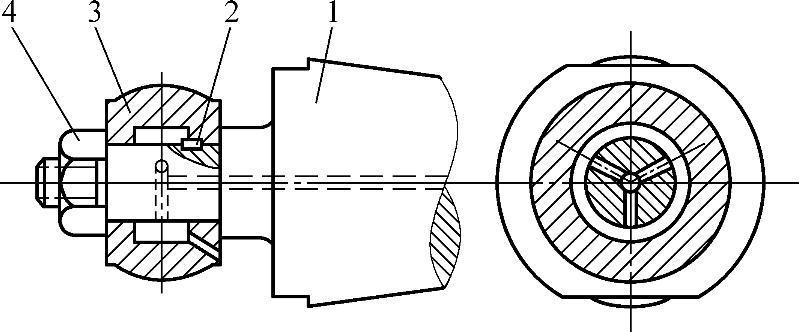
图6-4-24 ϕ300轧环机组合式芯辊
1—辊轴 2—平键 3—辊型 4—压紧螺栓
(二)轧制孔型设计
轧制孔型设计包括结构设计和几何尺寸设计以及材料选择和机械物理性能确定等。设计时,在满足孔型截面形状尺寸等于热态环件锻件截面形状尺寸的前提下,还要综合考虑轧环机结构特点、安装要求、加工和维修方便等各方面因素。
1.驱动辊
驱动辊结构形式如图6-4-25所示,图a为常用结构,图b、图c、图d为改进结构。其中图b、图c可以调节轧制环件的轴向尺寸,图d改变了驱动辊的安装定位形式。径向冷轧环驱动辊材料通常为Cr12MoV、GCr15,其热处理硬度为58~62HRC。径向热轧环和径—轴向轧环驱动辊材料通常为5CrMnMo、5CrNiMo、H13,也有用45铸钢,其热处理硬度为45~50HRC,基本结构尺寸见表6-4-2。
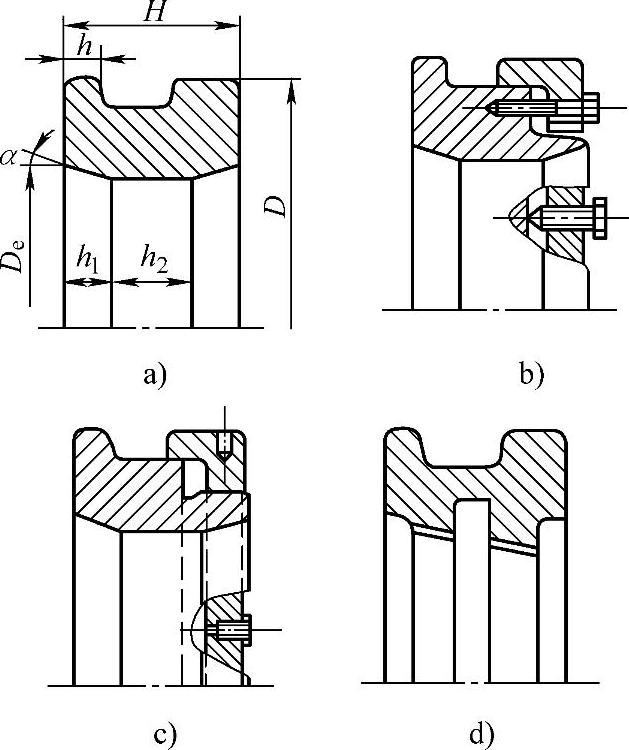
图6-4-25 驱动辊结构形式
a)常用结构 b)、c)、d)改进结构
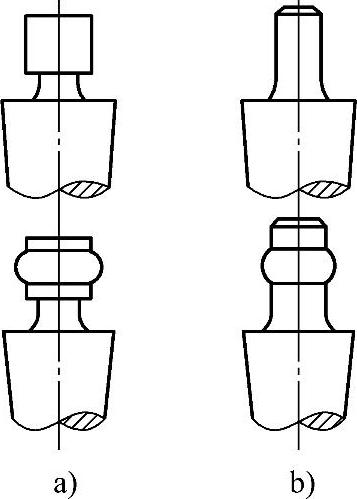
图6-4-26 芯辊结构形式
a)细颈式 b)圆柱式
2.芯辊
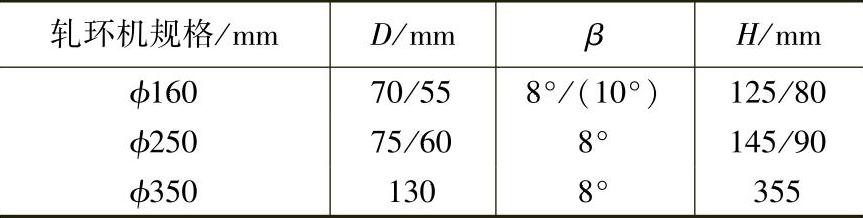
芯辊结构形式如图6-4-26所示,可分为细颈式和圆柱式两种。芯辊的结构和安装尺寸分别如图6-4-27和表6-4-3所示。径向冷轧环芯辊材料通常为Cr12MoV、GCr15,其热处理硬度为57~60HRC。径向热轧环和径—轴向轧环芯辊材料通常为3Cr2W8V、5CrMnMo、5CrNiMo、H13,热处理硬度通常为43~48HRC。芯辊在轧制工作中受力情况类似于悬臂梁,加之其径向尺寸又较小,设计中应进行强度校核。
表6-4-2 驱动辊结构尺寸

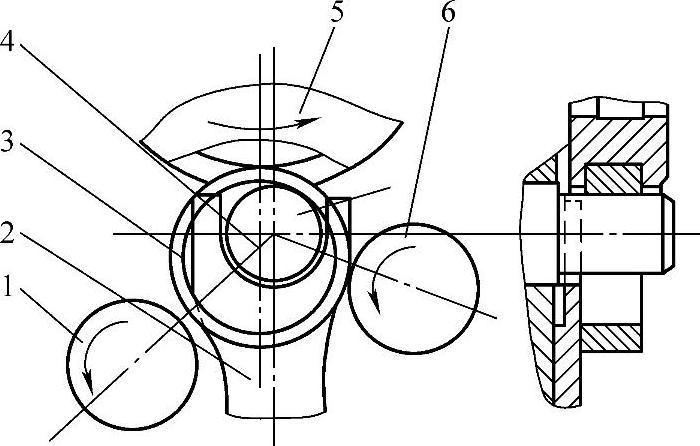
图6-4-28 轧环工具
1—信号辊 2—托料板 3—环件 4—芯辊 5—驱动辊 6—导向辊
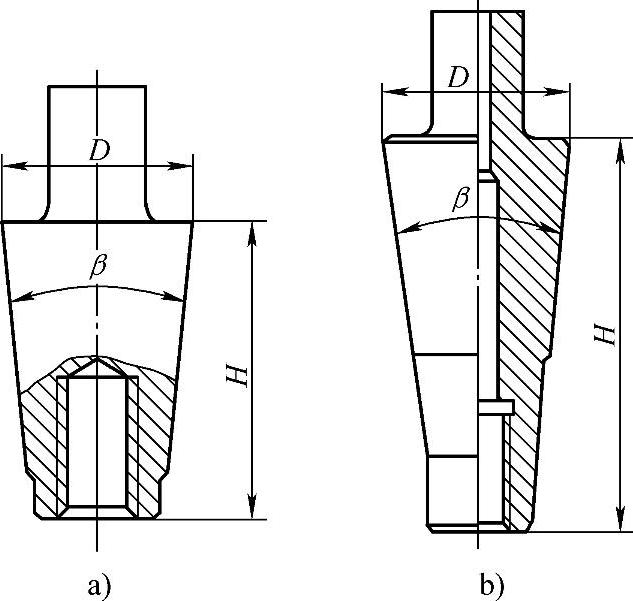
图6-4-27 芯辊结构和尺寸
a)ϕ160、ϕ250轧环机用 b)ϕ250、ϕ350轧环机用
表6-4-3 芯辊结构尺寸
3.轧辊中心距校核
已设计完成的驱动辊和芯辊就构成了轧制孔型,它们的中心距或轧辊的开度和闭合情况应进行校核。轧环机的结构要求有一个最大轧辊中心距和一个最小轧辊中心距,这两者之差为轧环机压力辊的进给运动行程。在最大中心距时,驱动辊与芯辊之间的开度(缝隙)为环件毛坯放入孔型的操作空间,它应大于环件毛坯的厚度。在驱动辊与芯辊完全闭合或孔型的径向高度等于环件锻件壁厚时,两辊的中心距不得小于轧环机的最小中心距。
(三)其他轧制工具设计
除了驱动辊和芯辊外,其他轧制工具还有导向辊(推力辊)、信号辊和托料板,如图6-4-28所示。以下介绍它们的设计要点。
1.导向辊和信号辊(https://www.xing528.com)
导向辊和信号辊工作表面与环件外表面相匹配。除了轧制成形具有非圆柱面的外轮廓环件外,其他导向辊和信号辊工作表面都为圆柱面,其结构型式如图6-4-29所示。它们的主要结构尺寸由轧环机控制系统结构、最大环件锻件轴向尺寸及外径尺寸决定。导向辊和信号辊材料通常为GCr15、5CrMnMo,其热处理硬度为44~50HRC。
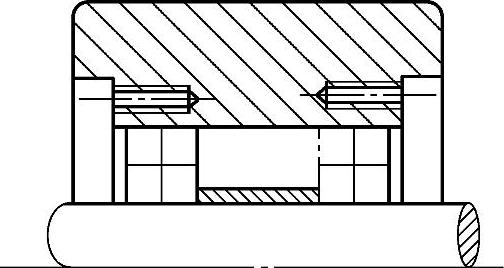
图6-4-29 通用导向辊和信号辊的结构型式
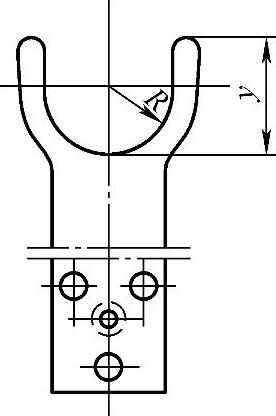
图6-4-30 轧环机托料板
2.托料板
托料板形状结构如图6-4-30所示,其主要尺寸有内廓半径R和叉口高度y,它们按式(6-4-53)计算

式中 d——芯辊工作直径。
(四)轧制孔型安装调试
轧辊设计制造完成后,要进行正确的安装和调试。只有安装调试好轧制孔型和导向辊、信号辊、托料板,才可能轧制成形合格的环件锻件。
1.驱动辊
驱动辊提供旋转轧制运动。对于D51型扩孔机,其驱动辊除了提供旋转轧制运动外,还提供直线进给运动,因而对轧制环件的质量影响较大。鉴于此,对驱动辊的安装调试应特别予以重视,具体要求如下:
1)驱动辊空转平稳,轴向跳动控制在0.1~0.2mm以内。
2)孔型完全闭合时,驱动辊在其近轧环机侧的外圆面与芯辊的径向间隙为0.5mm以上。
3)驱动辊的轴线应与芯辊轴线平行。
2.芯辊与托料板
芯辊的工作表面应位于驱动辊型槽中间,这可通过芯辊的轴向移位来实现。托料板与芯辊之间的径向间隙应均匀,与驱动辊型槽的径向间隙也应均匀。托料板与锻件的接触平面应平整,且向后仰1°~2°。托料板叉口靠导向辊的一边应略低于靠信号辊的一边。
3.信号辊与导向辊的位置
信号辊与导向辊的位置用标准环件来调整。标准环件是一个外径和内径分别等于热锻件图外径和内径的环件,它通常是钢板制造的。具体的调整方法有如下两种:
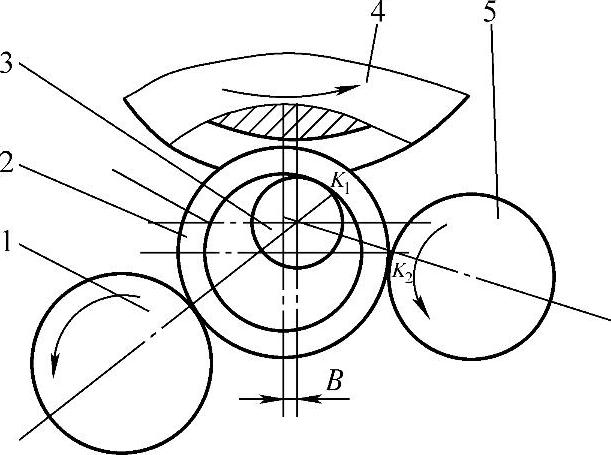
图6-4-31 信号辊与导向辊位置调整(接触点法)
1—信号辊 2—标准环件 3—芯辊 4—驱动辊 5—导向辊
(1)接触点法 参见图6-4-31,标准环件套在芯辊上后,将驱动辊缓慢压下,调整导向辊位置,使标准环件与芯辊接触点K1位于芯辊垂直中心线的右侧,标准环件与导向辊接触点K2位于标准环件水平中心线的下侧。这时标准环件垂直中心线左移,与芯辊垂直中心线有一偏移量B。一般情况下,环件锻件直径大时,B值大些;而环件锻件直径小时,则B值小些。环件壁厚大时,B值大些;而环件壁厚小时,则B值小些。轧制轻系列或特轻系列轴承套圈时,由于其壁厚小、宽度小,容易出现椭圆,应将接触点K2向上调整。在轧制尺寸较小的环件时,如因驱动辊与导向辊相碰,且改变导向辊支架角度后仍无法实现上述调整要求,试轧制的环件质量又不好,则需更换外径较小的导向辊后再进行调整。
(2)接触角法 如图6-4-32所示,信号辊与导向辊位置的第二种调整方法为接触角法。合理的位置是,芯辊和导向辊中心线与轧环机中心线的夹角为60°~70°,芯辊与信号辊的中心线与轧环机中心线的夹角为50°~60°。三辊之间的距离选取为B=(1.5~2.5)A。当系数小于1.5时,轧制过程不平稳,特别是开始轧制时的振动较大。当系数大于2.5时,轧制过程进行得很快,环件容易夹扁。一般情况下,环件毛坯形状规则,加热规范稳定,操作熟练时,可取较大系数,否则取较小系数。
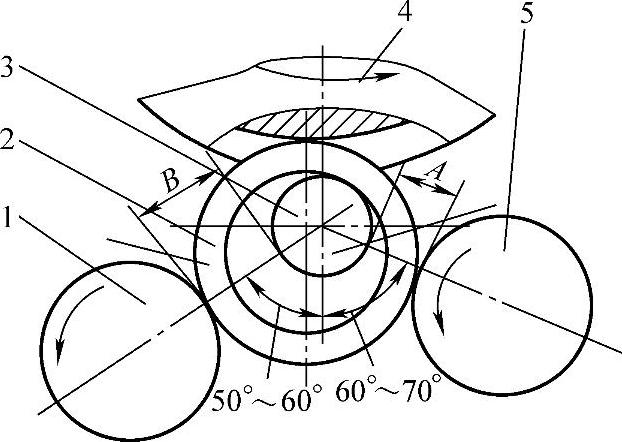
图6-4-32 信号辊与导向辊位置调整(接触角法)
1—信号辊 2—标准环件 3—芯辊 4—驱动辊 5—导向辊
(五)轧环缺陷和防止措施
由于轧制用毛坯、轧制孔型和轧制工艺参数及工艺规程等方面的原因,经常导致环件在轧制中产生各种缺陷,降低了环件质量,甚至使轧制环件报废。轧环变形中,金属流动规律复杂,因而其轧制缺陷也是多种多样,主要的轧制缺陷有:碟形、毛刺、凹坑、椭圆、壁厚不均、锥度、拉缩、充不满、压扁、环件不转动、直径不扩大等。这些轧制缺陷有时是单独出现,更多的时候是多种缺陷同时出现。
1.碟形
碟形缺陷是指环件整个端面形状呈碟形,它常出现在复杂的台阶截面环件轧制中。参见图6-4-33所示的台阶截面环件轧制中的受力情况,在图6-4-33a所示的外台阶环件轧制中,径向轧制力P1和P2构成逆时针力矩,孔型侧壁约束力P3和P4也构成了逆时针力矩,综合作用的结果使外台阶截面环件产生图6-4-33b所示的碟形缺陷。在图6-4-33c所示的内台阶截面环件轧制中,同样由于两个逆时针力矩的作用,最终产生图6-4-33d所示的碟形缺陷。防止碟形缺陷的主要措施是:修改轧制用毛坯形状尽可能避免碟形扭矩,或者将环件毛坯预先做成反碟形。一旦产生了碟形缺陷,则应通过校正模具对环件锻件进行热态校正。
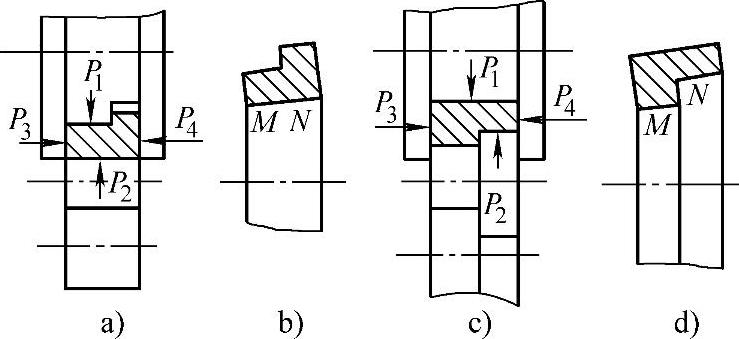
图6-4-33 台阶截面环件轧制受力和碟形
2.毛刺
毛刺缺陷主要产生在环件两端面的内孔缘处,即图6-4-33b、d所示环件的M、N处。毛刺是轧环中最常见的缺陷,而且其产生原因较多。对于完全封闭孔型轧制,毛刺产生的主要原因有两点:一是由于轧制用毛坯轴向尺寸过大,轧制开始时毛刺挤入孔型,其端面受孔型侧壁的刮削而形成毛刺;二是驱动辊与型辊的轴向间隙过大,轧制中轴向流动金属进入这个间隙形成毛刺。对于半封闭式孔型轧制,除了以上毛刺形成原因外,还有以下几点:①驱动辊进给速度过小,即每转轧制进给量过小,使轧制变形集中于环件内外表面,产生轴向金属流动造成毛刺;②驱动辊轧制中轴向跳动过大,使环件产生一较大轴向变形或使环件端面产生刮削造成毛刺;③托料板位置过高或过低,使环件端面产生刮削造成毛刺;④轧制用毛坯孔缘圆角或倒角过小,不能充分容纳轴向流动金属造成毛刺。上述各种毛刺产生原因经常交互作用,使得毛刺的成因变得复杂。只要针对以上各种原因,采取相应的措施进行调整,仍然可以有效防止毛刺的产生和长大。
3.凹坑
凹坑又称鱼尾或波浪形,是轧环中经常出现的缺陷。对于径向轧环,凹坑产生于环件的两个端面,对于径—轴向轧环,凹坑产生于环件的两个端面或内、外表面,其主要原因是环件壁厚与接触弧长的比值过大(轧盘形环),或环件高度与接触弧长的比值过大(轧筒形环),使轧制变形集中于环件内外表面或上、下端面。此外,轧制用毛坯端面在制坯中产生的原始凹痕对轧制凹坑的形成有较大的诱发作用。主要防止措施有:①增大轧制进给速度,即使每转轧制进给量增大,使塑性变形区穿透环件壁厚并分布均匀,从而使环件产生较为均匀的径向壁厚或轴向高度压缩、切向圆周伸长的轧制变形;②适当减小轧制比;③避免制坯中产生端面原始凹痕。
4.椭圆
椭圆是指环件经轧制变形后本应为圆柱面的外表面和内表面偏离了圆柱面,使环件内、外表面出现了最大直径和最小直径。椭圆产生的原因主要有:导向辊位置不当,导向辊对环件作用力大小不合适以及导向辊支承机构的刚性不足;轧制变形结束前精轧整形不足;环件轧制过程不平稳。防止椭圆可采取以下措施:①通过轧制试验调整好并固定导向辊位置(用于导向辊位置固定的立式轧制环机),调整好并稳定导向辊背压力(用于导向辊位置随动的卧式轧环机),同时保证导向辊支承机构具有足够的刚性;②调整设备的精轧机构,保证轧制变形结束前环件有一个精轧整形阶段;③使轧制用毛坯壁厚均匀(制坯冲孔不偏心),轧制前毛坯加热均匀,轧制进给速度避免剧烈变化,以保证环件轧制过程平稳进行。值得注意的是,实际环件轧制中椭圆度大小并非与直径成正比,亦即常常出现环件内孔椭圆度大于环件外圆椭圆度的情况。这种情况要尽量控制轧制用毛坯冲孔偏心程度,保证轧制过程的平稳性。
5.壁厚不均
壁厚不均的主要原因有:轧制用毛坯冲孔偏心,毛坯加热不均匀,轧制中轧辊的径向跳动或进给方向振动。其中,轧制用毛坯冲孔偏心(亦即环件毛坯壁厚不均)和毛坯加热不均(亦即毛坯变形抗力不均)又会加剧轧制中轧辊在进给方向的振动。防止环件壁厚不均的主要措施有:①尽量减小环件毛坯冲孔偏心度;②毛坯均匀加热尤其是冷态环件毛坯的二次加热;③消除轧制过程振动,保证轧制过程平稳。
6.锥度
锥度是指轧制变形后环件本应为圆柱面的内外表面变成了有一定锥度的圆锥面,例如在D51-400轧环机上轧制EQ140汽车主变速器从动螺旋齿轮锻件(一种内台阶截面环件)时,其外圆锥面半角可达4°~6°。锥度产生的主要原因是轧制中驱动辊与芯辊轴线不平行。此外,导致碟形的原因也会导致锥度的产生。轧制中驱动辊与芯辊轴线不平行是设备制造精度、轧辊弹性变形以及轧辊支承机构弹性变形所致。消除锥度的主要措施是修改轧制孔型的形状,在轧辊孔型上加工出反向锥度予以补偿。
7.拉缩
拉缩是轧制变形后环件台阶轴向尺寸小于轧制孔型台阶轴向尺寸的现象。拉缩的主要原因是台阶截面环件轧制变形的不均匀性,拉缩量的大小与环件台阶尺寸、轧辊尺寸、轧制变形量、轧制进给速度以及轧制温度等许多因素有关。由于台阶截面环件轧制变形不均匀是绝对的,所以拉缩现象是不可避免的。为了防止其对环件台阶轴向尺寸精度的影响,可以将轧制孔型相应处的轴向尺寸适当加大以及将轧制用毛坯台阶轴向尺寸适当加大予以补偿。
8.充不满
充不满是指环件台阶径向尺寸小于相应孔型台阶的径向尺寸,亦即轧制结束时环件台阶未能充满孔型。充不满现象有两种:①轧制中环件台阶始终未能充满孔型;②轧制中某一时刻台阶充满孔型后又随着轧制过程的进行台阶径向尺寸减小而与孔型分离。充不满的主要原因是轧制用毛坯形状尺寸不合理。此外,轧辊尺寸及轧制进给速度也有一定影响。其主要防止措施是修改轧制用毛坯形状尺寸。
9.压扁
压扁是指在轧制过程中环件不能保持自身形状而被压塌。其主要原因是:导向辊压力过大、轧环进给速度过大、环件壁厚过小等导致环件的刚性稳定条件得不到满足。减小导向辊压力和轧环进给速度可以有效地防止压扁现象的发生。
10.环件不转动
环件不转动是指轧环过程中驱动辊在环件上打滑,环件与轧辊接触面产生较大的压坑。其原因是轧制进给速度过大亦即每转进给量过大以致环件不能咬入孔型,亦即环件不转动。环件不转动现象很容易产生在轧环开始阶段。其主要防止措施是减小进给速度,增大轧制摩擦。
11.环件直径不扩大
直径不扩大是指环件连续咬入孔型进行轧制,但并不产生宏观的壁厚减小和直径扩大的塑性变形。直径不扩大的原因是轧制中的进给速度过小,以致塑性区不能穿透环件壁厚,环件无法产生整体壁厚减小和直径扩大变形,而且还在环件孔缘处产生大量毛刺。直径不扩大的现象容易产生于轧环开始阶段,其主要防止措施是增大进给速度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。