



轧环是借助轧环机使环件连续咬入驱动辊与芯辊构成的轧制孔型,产生壁厚减小、直径扩大、截面轮廓成形的回转塑性加工技术。在工业生产中,轧环又称为辗环、辗扩或扩孔,轧环机又称为辗环机、辗扩机或扩孔机。轧环分为径向轧环和径—轴向轧环两类,其成形原理如下:
(一)径向轧环
径向轧环原理如图6-4-1所示。驱动辊为主动辊,同时作旋转轧制运动和直线进给运动;芯辊为被动辊,作从动旋转轧制运动;导向辊和信号辊都为可自由转动的从动辊。在驱动辊作用下,环件通过驱动辊与芯辊构成的轧制孔型产生连续局部塑性变形,使环件壁厚减小、直径扩大、截面轮廓成形。当环件经过多转轧制变形且直径扩大到预定尺寸时,环件外圆表面与信号辊接触,驱动辊停止直线进给运动并返回,轧制过程结束。轧制过程中,导向辊的导向运动保证了环件的平稳转动。径向轧环中,驱动辊旋转轧制运动由电动机提供动力,直线进给运动由液压或气动装置提供动力,其他轧辊运动没有外部动力,而是在环件摩擦力作用下随环件作从动运动。径向轧环设备结构简单,广泛地用于中小型环件轧制生产。
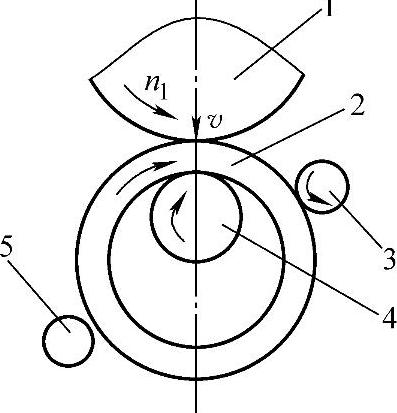
图6-4-1 径向轧环原理
1—驱动辊 2—环件 3—导向辊 4—芯辊 5—信号辊(https://www.xing528.com)
(二)径—轴向轧环
为了改善轧制环件的端面质量,轧制成形复杂截面轮廓的环件,在径向轧环设备的基础上,增加一对轴向端面轧辊,对环件的径向和轴向同时进行轧制,这样使得径向轧制产生的环件端面凹陷再经过轴向端面轧制而得以修复平整。径—轴向轧环原理如图6-4-2所示,驱动辊作旋转轧制运动,芯辊作径向直线进给运动,端面轧辊作旋转端面轧制运动和轴向进给运动。在径—轴向轧制中,环件产生径向壁厚减小、轴向高度减小、内外直径扩大、截面轮廓成形的连续局部塑性变形,当环件经反复多转轧制使直径达到预定值时,芯辊的径向进给运动和端面辊的轴向进给运动停止,径—轴向轧环变形结束。径—轴向轧环设备结构复杂,主要用于大型环件轧制生产。
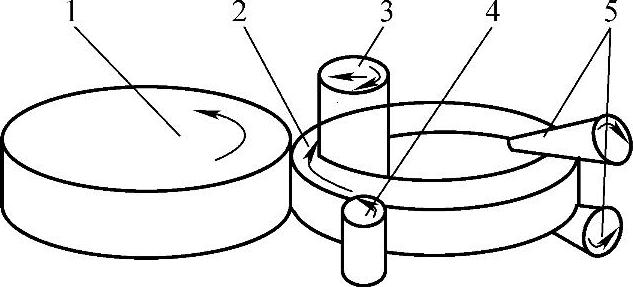
图6-4-2 径—轴向轧环原理
1—驱动辊 2—环件 3—芯辊 4—导向辊 5—端面轧辊
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。