



【摘要】:以上两式相等便得到轧辊倾角α的关系式为:式中 T——螺旋孔型的导程;β——螺旋孔型的螺旋升角。由于轧辊孔型的导程与凸棱高度都是变化的,所以轧辊孔型螺旋升角β也是变化的,轧辊倾角α一般按孔型精整部分的β确定后,然后根据不同轧制特点再做少许修正。图6-3-16 轧辊孔型直径、导程与螺旋升角的关系曲线图
螺旋孔型斜轧轧件的轴向前进运动有两方面的因素起作用。
一是轧辊孔型圆周速度在轴向的分速度带动轧件的前进速度(无整体打滑),用vc表示为:

二是轧辊孔型的螺旋带动轧件的前进速度,用uc表示为:

实现理想平稳的轧制,应该是以上两个速度相等。这样就不会出现孔型前后挤压或者切割轧件前后端面的不良现象。
以上两式相等便得到轧辊倾角α的关系式为:

式中 T——螺旋孔型的导程;(https://www.xing528.com)
β——螺旋孔型的螺旋升角。
结论为:实现平稳而无前后孔型凸棱挤压轧件的轧制,在工艺调整上应该使轧辊倾角α等于轧辊孔型的螺旋升角β。
由于轧辊孔型的导程与凸棱高度都是变化的,所以轧辊孔型螺旋升角β也是变化的,轧辊倾角α一般按孔型精整部分的β确定后,然后根据不同轧制特点再做少许修正。
孔型螺旋升角β与轧辊孔型的直径D、导程T的关系如图6-3-16所示。
同一导程,不同的β,可以得到不同的辊径。当β取得越大时,轧辊直径可以越小。所以,在实际应用中,轧制较长的产品一般多用β=4°~6°。当β>6°时,辊径虽可以减小,但轧辊原始辊面就应该做成高次曲面辊形,否则轧辊不能实现对轧件的包络。
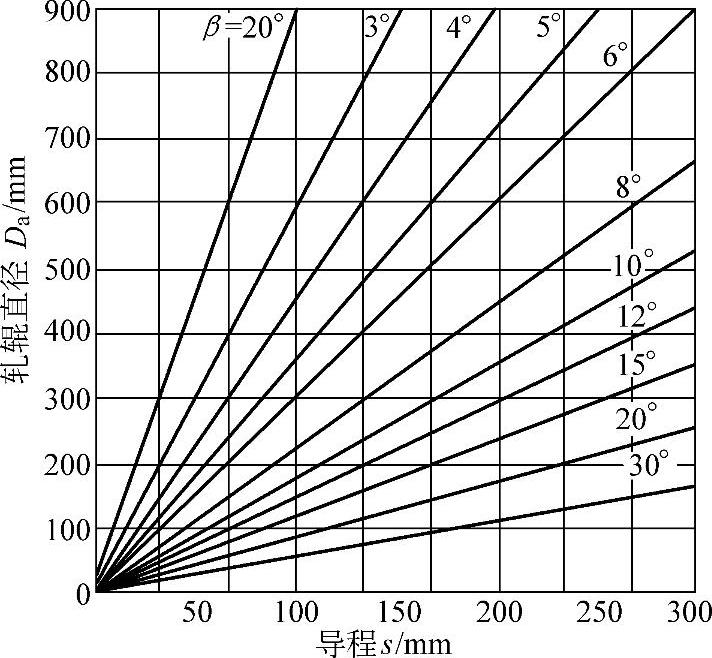
图6-3-16 轧辊孔型直径、导程与螺旋升角的关系曲线图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。