



【摘要】:螺旋孔型斜轧的必要条件之一是:轧制中要建立稳定的旋转条件。否则既不能正常轧制,也出不了合格产品,并且容易损坏模具与设备。将式写成等式,此时,轧件每半圈的压缩量Z就成为满足旋转条件下的极限压缩量,用Z′表示,写成:图6-3-14 简单横轧的受力图Z′/d称为极限相对压缩量。极限压缩量Z′是设计或者校核孔型凸棱高度变化曲线的重要依据。图6-3-15 摩擦因数、轧辊与轧件直径比与极限相对压缩量的关系曲线图
螺旋孔型斜轧的必要条件之一是:轧制中要建立稳定的旋转条件。否则既不能正常轧制,也出不了合格产品,并且容易损坏模具与设备。
由于螺旋孔型斜轧的旋转条件比较复杂,一般用简单横轧的旋转条件进行近似的分析。
简单横轧的旋转条件(见图6-3-14)为摩擦力T组成的力矩MT应大于或等于正压力P组成的力矩MP,即:
MT≥MP或:

式中 Z——轧件每半圈的压缩量;
D——轧辊直径;
d——轧件直径;
μ——摩擦因数。
将式(6-3-1)写成等式,此时,轧件每半圈的压缩量Z就成为满足旋转条件下的极限压缩量,用Z′表示,写成:(https://www.xing528.com)

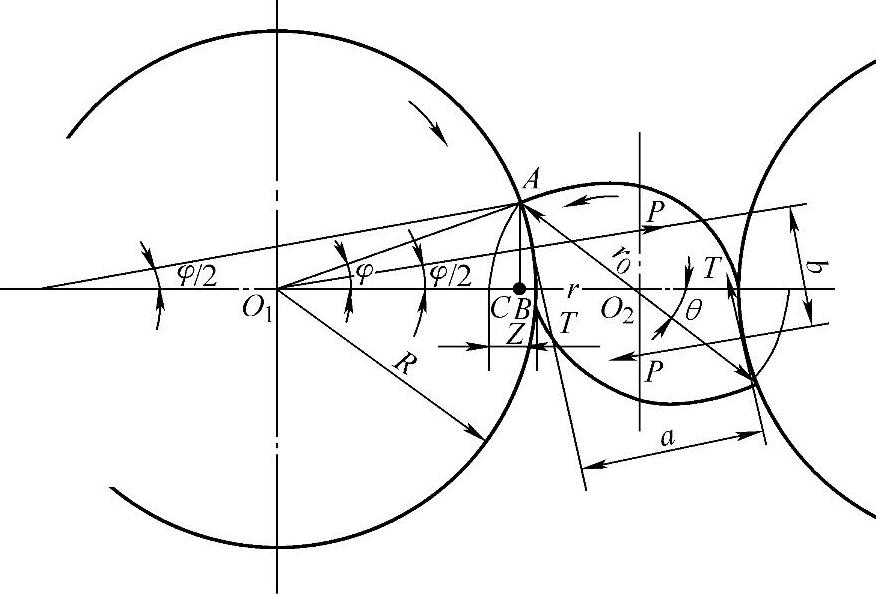
图6-3-14 简单横轧的受力图
Z′/d称为极限相对压缩量。它与μ及d/D的关系,如图6-3-15所示。
从图6-3-15可以看出摩擦因数μ对极限相对压缩量Z′/d影响较大。对于楔横轧可以在斜面刻痕增加摩擦因数μ而不影响轧件的表面质量,但对于螺旋孔型斜轧,一般不能在孔型表面刻痕,否则影响轧件的表面质量,故摩擦因数μ只能达到0.15~0.25。
轧辊直径与轧件直径之比D/d,理论上越大越可增加极限压缩量Z′。但当D/d>5以后,继续增加D/d值,Z′的增加很有限。
极限压缩量Z′是设计或者校核孔型凸棱高度变化曲线的重要依据。
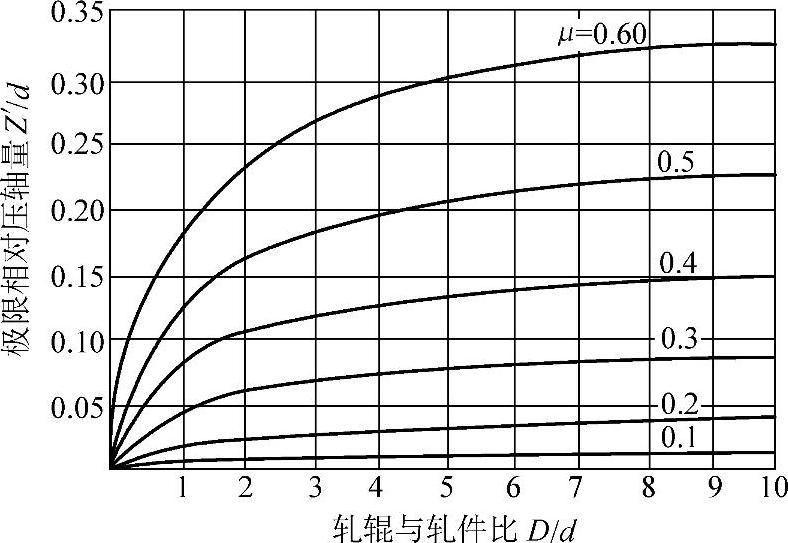
图6-3-15 摩擦因数、轧辊与轧件直径比与极限相对压缩量的关系曲线图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。