



在楔横轧的产品中,常遇到带内直角台阶的阶梯轴,如图6-2-27所示。对这类零件,在设计模具时,存在一个轧齐曲线问题。即模具的孔型按轧齐曲线设计与加工才能轧出内直角的台阶轴。
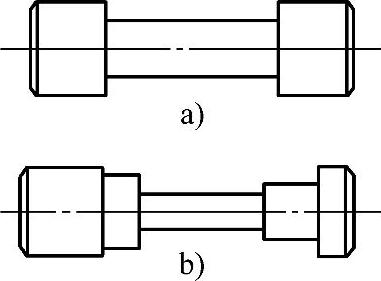
图6-2-27 带内直角的阶梯轴
a)对称 b)非对称
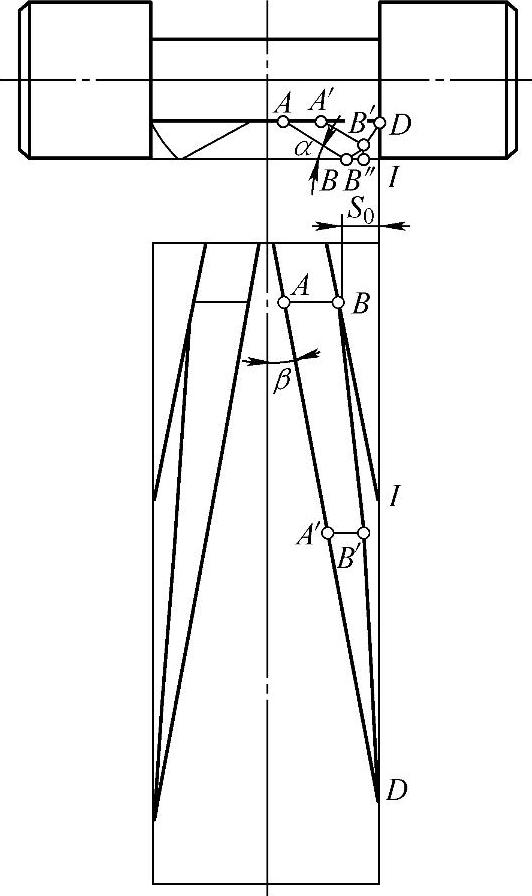
图6-2-28 楔横轧带内直角台阶的阶梯轴模具孔型展宽图
如果模具孔型按如图6-2-28所示的AB斜线一直宽展到内直角I点,然后从I点过渡到D点,这样的设计与加工虽然简单,但轧不出带内直角的阶梯轴,而是带螺旋纹的锥体。
所以,在设计模具孔型时,不能以BID这条折线,而应以斜面A′B′与垂直面B′B″的交点形成的曲线,即BB′D这条曲线——轧齐曲线才能轧出内直角阶梯轴。
1.提前量S0的确定
如图6-2-28所示,若要轧制ADI这样的内直角阶梯轴,成形斜线AB展宽到B点,此点B距I的距离S0。成形斜线越往右越短(A′B′)一直到零;相反,轧制垂线越往右越长(BB′),一直到这个DI台阶全部成形。
斜线AB宽展的终点处,即斜线A′B′与垂线B′B″的交点形成的轧齐曲线开始处,此时的BI距离S0称为提前量。
计算提前量的理论依据是ABC面绕轴旋转一周形成的空心锥体体积VABC应该等于CDEF面绕轴心旋转一周形成的圆柱体体积VCDEF(见图6-2-29),得到提前量S0的公式为:
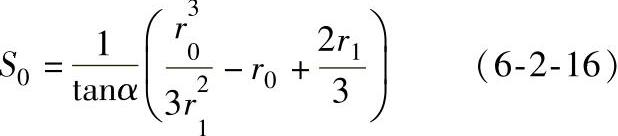
需要指出的是,计算提前量S0的式(6-2-16)是按空心圆锥体考虑的,它只适用于斜线AB宽展到距I点S0的距离时,宽展不再继续(β=0)在原处精整成圆锥体的情况。但实际上很少这样做,因为这样做不仅需要增加模具长度,而且给模具加工带来困难。
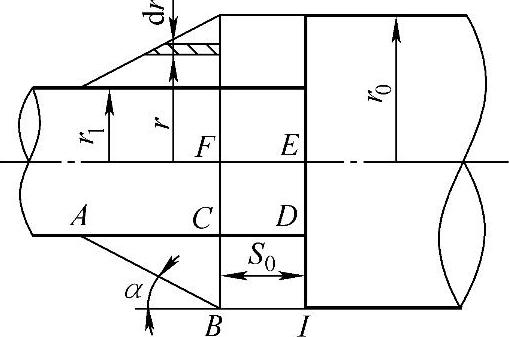
图6-2-29 计算提前量S0的图形
所以,在精确计算提前量S0时,除考虑空心圆锥体体积外,如图6-2-30所示,还应考虑ABKJHG这块螺旋体体积VABKJHG。
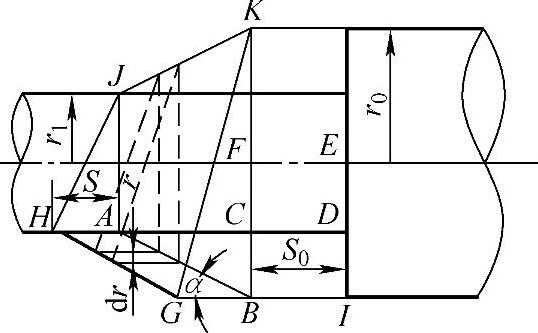
图6-2-30 精确计算提前量S0′的图形(https://www.xing528.com)
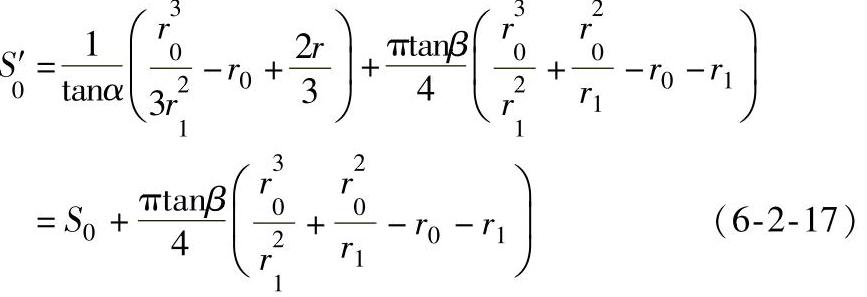
精确计算提前量的方法是ABC面绕轴心旋转一周形成的空心锥体体积VABC加上ABKJHG这块螺旋体体积VABKJHG的两倍,应该等于CDEF面绕轴心旋转一周形成的圆柱体体积VCDEF(见图6-2-30)。计算提前量的精确值S0的公式为:
2.求轧齐曲线方程
不考虑非圆螺旋体积,求轧齐曲线比较容易,考虑非圆螺旋体积精确确定轧齐曲线方程相当困难。所以,一般都不考虑非圆螺旋体积求出的轧齐曲线方程计算,然后进行某些修正,这样做也能轧出理想的内直角台阶。
求不考虑非圆螺旋体积的轧齐曲线方程的理论依据是轧齐曲线上任意一点B′,由它决定的A′B′C′面绕轴心旋转一周形成的空心圆锥体体积VABC,应该等于C′DEF′面绕轴心旋转一周形成的圆柱体体积VC′DEF′(见图6-2-31),得到的XOY面上的轧齐曲线方程为:

式中 X1——斜线AB在x轴上的投影长度。
因为

式中 Y——A′和B′在Y轴上的投影长度。
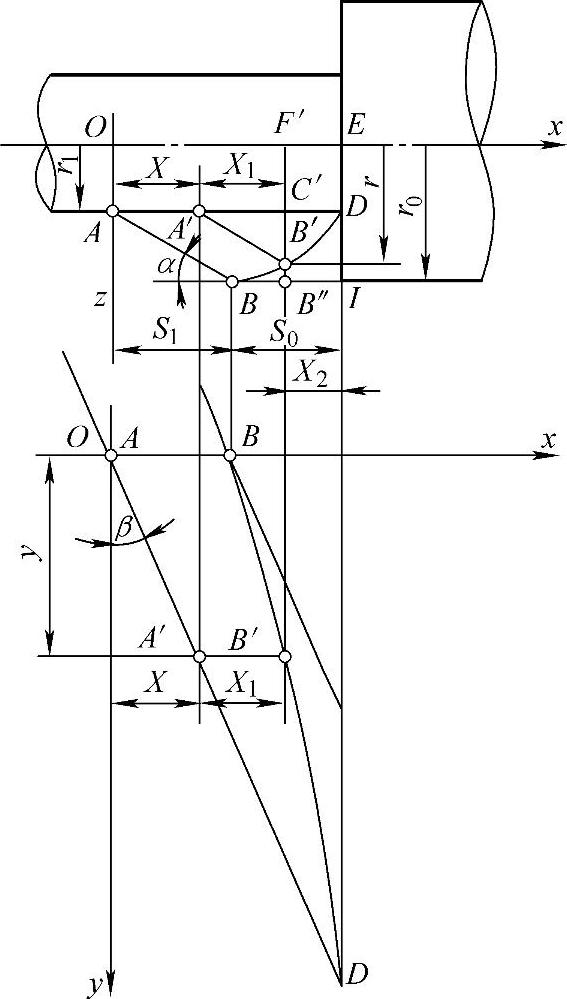
图6-2-31 确定轧齐曲线方程的图形
将式(6-2-18)代入式(6-2-19)后,轧齐曲线还可以写成:
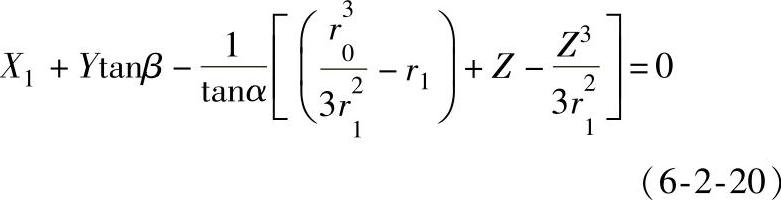
显然,Z与X1还存在下列关系:
Z=r1+X1tanα
轧齐曲线的加工比较困难,在实际加工中,常用一段或两段直线去连接BD两点,也可轧出较为理想的内直角台阶。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。