



将楔横轧模具的设计分为两类:对称轴类件(见图6-2-20a)的模具设计;非对称轴类件(见图6-2-20b)的模具设计。
这种对称轴类件的典型模具设计如图6-2-21所示,分为五个区段,每一区段的作用与设计计算说明如下:
1.楔入段(A—B)
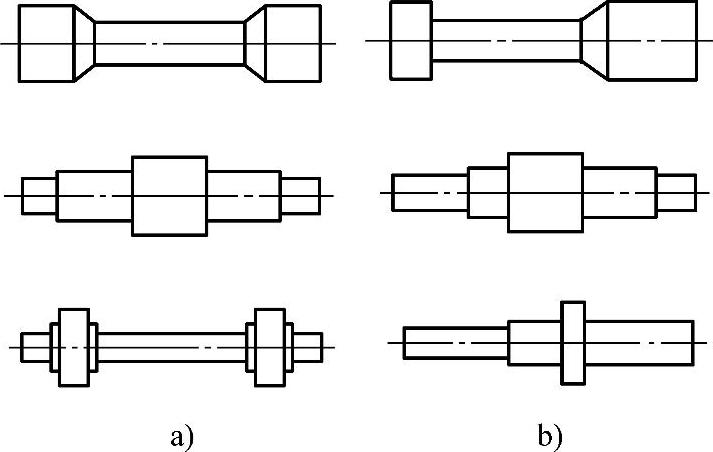
图6-2-20 楔横轧轴类件
a)对称件 b)非对称件
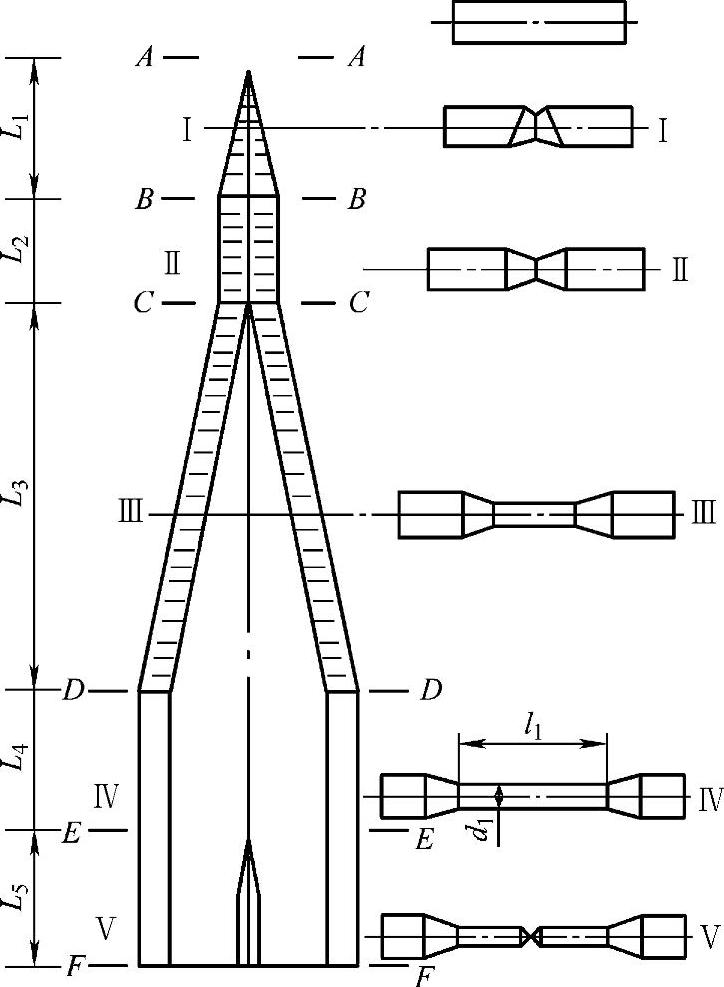
图6-2-21 楔横轧典型模具的区段图
AB—楔入段 BC—楔入平整段 CD—展宽段 DE—精整段 EF—剪切段
楔入段模具孔型的楔尖高度,按阿基米德螺线,由零(模具基圆)增至楔顶高h处。
楔入段的作用是实现轧件的咬入与旋转,并将轧件压成由浅入深的V形槽,其最深处为Δr=r0-r1。如图6-2-21中的Ⅰ—Ⅰ截面所示。
楔顶高h与Δr关系为:
h=Δr+δ
式中,δ为轧件外径至轧辊基圆的距离,其数值一般为:δ=0.5~2mm。
楔入段的长度L1用式(6-2-8)进行计算
L1=hcotαcotβ(6-2-8)
为了简化模具的设计与加工,常常让楔入段的成形角α与展宽角β等于展宽段的数值。
2.楔入平整段(B—C)
楔入平整段模具孔型形状保持不变,即此段的楔尖高h不变,展宽角β=0。
楔入平整段的作用是将轧件在整周上全部轧成深度为Δr的V形环槽,如图6-2-21所示的Ⅱ—Ⅱ截面。其目的为改善展宽段开始时的塑性变形。
楔入平整段的长度L2用式(6-2-9)进行计算:

一般取L2=0.6πdK,保证在二辊楔横轧机上轧件滚动半圈以上。
实践证明,在模具设计中取消这一楔入平整段,对轧制过程的稳定与产品的质量均无多大影响。取消楔入平整段,不仅可以减少模具的长度,而且简化了机械加工。(https://www.xing528.com)
楔入平整段与展宽段交接处(见图6-2-21的c处),由于楔入平整段的展宽角β=0,而展宽段的展宽角β为某一角度,若不将模具在此交接处分开是很难加工的。
3.展宽段(C—D)
展宽段模具孔型的楔顶高度不变,但楔顶面与楔底的宽度由窄变宽。
展宽段是楔横轧模具完成变形的主要区段,轧件直径压缩,长度延伸这一主要变形是在这里完成的,轧件的这段的形状如(见图6-2-21)Ⅲ—Ⅲ截面所示。
楔横轧的主要工艺设计参数α与β,主要依据这一段的断面收缩率ψ等因素确定,模具的长度与轧辊的直径大小也主要受它的影响。
展宽段的长度L3用下式进行计算:

式中 l1——轧件轧后以d1为直径部分的长度(见图6-2-21)。
4.精整段(D—E)
精整段模具孔型的楔顶高、楔的顶面与楔底的宽度都不变化,即展宽角β=0。
精整段的作用有两个:一是将轧件在整周上全部轧成所需的尺寸;二是将轧件的全部尺寸精度与表面粗糙度精整后,达到产品的最终要求。轧件在这段的形状如(见图6-2-21)的Ⅳ—Ⅳ截面所示。
精整段的长度L4用式(6-2-11)进行计算:

一般取L4=0.6πdK,即保证在二辊楔横轧机上轧件滚动半圈以上。
当轧件完成精整并离开模具的瞬间,由于压力突然消失,两个轧辊的轴心线将突然靠拢,将给轧件表面留下轴向压痕。为此,需在精整段的最后部分,设计一个卸载段。
卸载段的形状如图6-2-22所示,从楔顶面开始按阿基米德螺线(ab)其半径由R1变为R2,R1-R2=δ此δ量为半径减小值,它应大于机座精整结束时的弹跳值。

图6-2-22 楔横轧模具的卸载段
AB—楔入段 BC—楔入平整段 CD—展宽段 DE—精整段 EF—卸载段
5.剪切段(E—F)
剪切段的作用是将轧好的轧件切断。既可以把切刀放在中间把轧件一切为二或更多件,也可以放在两头,切去多余的料头。因切刀的寿命低,切刀多单独做好再固定在模具上。剪切段都放在孔型的最后,与卸载段重合。

图6-2-23 拖拉机齿轮轴毛坯
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。