



辊锻力等于变形区金属与模具接触面上的平均单位压力乘以变形区的水平投影面积,即:
P=pS (6-1-45)
辊锻时,变形各瞬间往往单位压力和变形区面积是变化的。计算辊锻力时,要选择压下量最大且接触面也最大的变形区,即最大辊锻力所处的变形区。
(1)变形区水平投影面积的确定 简单变形条件下,变形区的水平投影面积为:

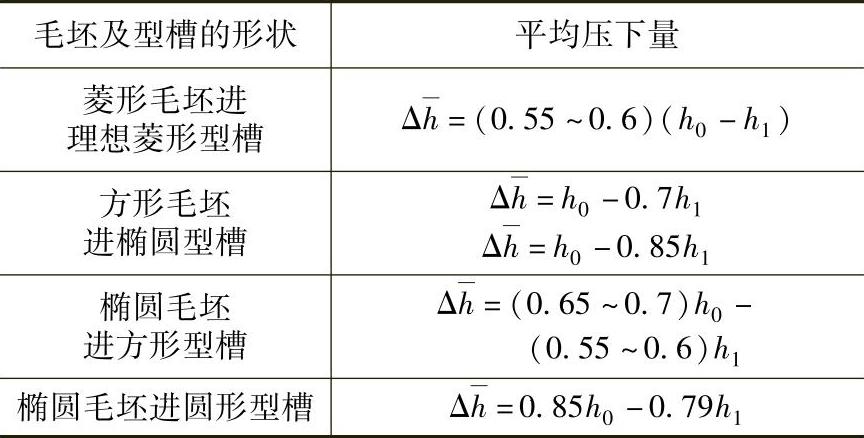
复杂变形条件下,也可按式(6-1-46)进行近似计算,此时,应取型槽半径的平均值和压下量的平均值代替上式中的R和Δh。不同毛坯在各种型槽中辊锻(见图6-1-47)的平均压下量可按表6-1-13公式进行计算。
(2)平均单位压力的确定 由于辊锻时金属与模具接触面上的单位压力分布是不均匀的,精确计算很困难。下面介绍几种较实用的计算公式:

图6-1-47 在各种型槽中辊锻不同毛坯
表6-1-13 各种型槽的平均压下量
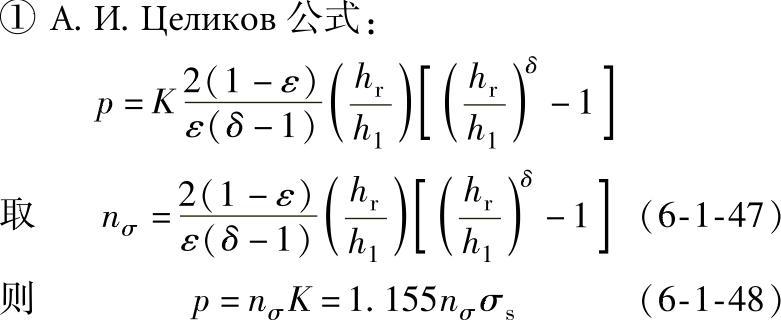
式中 K——平面变形状态下材料的变形抗力,
K=1.155σs;
hr——变形区中性面处毛坯高度。
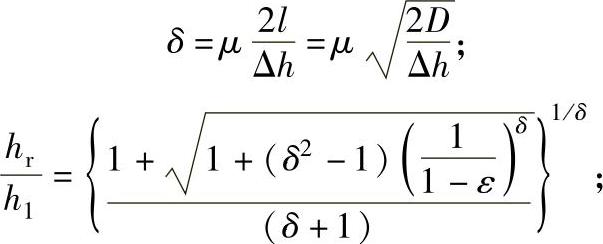
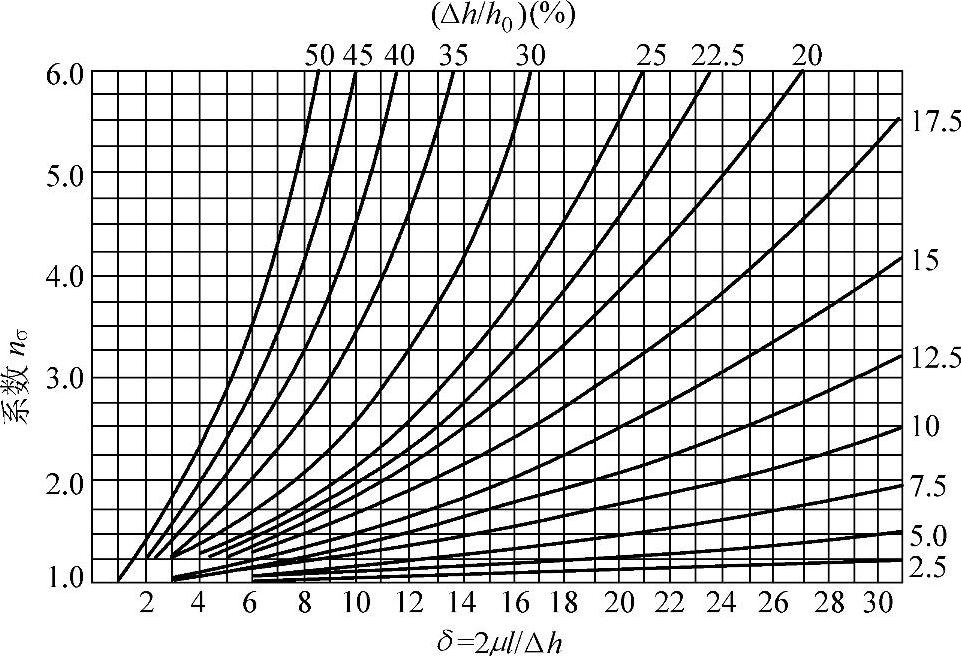
为了简化计算,将公式(6-1-47)绘成图6-1-48所示的曲线。根据相对压下量ε和δ值,即可从曲线上查得nσ值。
А.И.Целиков公式可用于热轧,也可用于冷轧薄件,在轧制中应用较多。
②В.К.Смирнов公式:
p=1.08nμσ′s (6-1-49)
式中 nμ——与变形区尺寸有关的系数;
σ′s——金属的流动极限。
系数nμ与变形区尺寸有关,即 若辊锻时不产生飞边,则可根据变形区长度l、辊锻
若辊锻时不产生飞边,则可根据变形区长度l、辊锻
前后毛坯的高度h0、h1计算出
 值,然后从图6-1-49中查得nμ值。
值,然后从图6-1-49中查得nμ值。
若辊锻后产生飞边,则可取nμ=2.5~3.0。
金属流动极限σ′s可根据辊锻变形温度和应变速率ε从图6-1-50和图6-1-51中查出。应变速率ε按式(6-1-50)确定:

式中 V——模具表面圆周速度;
n——锻辊转速(min-1);
R——辊锻模具半径。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-1-48 nσ与摩擦、尺寸等因素的关系曲线
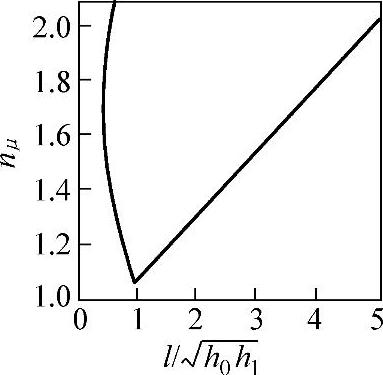
图6-1-49 nμ与 的关系曲线
的关系曲线
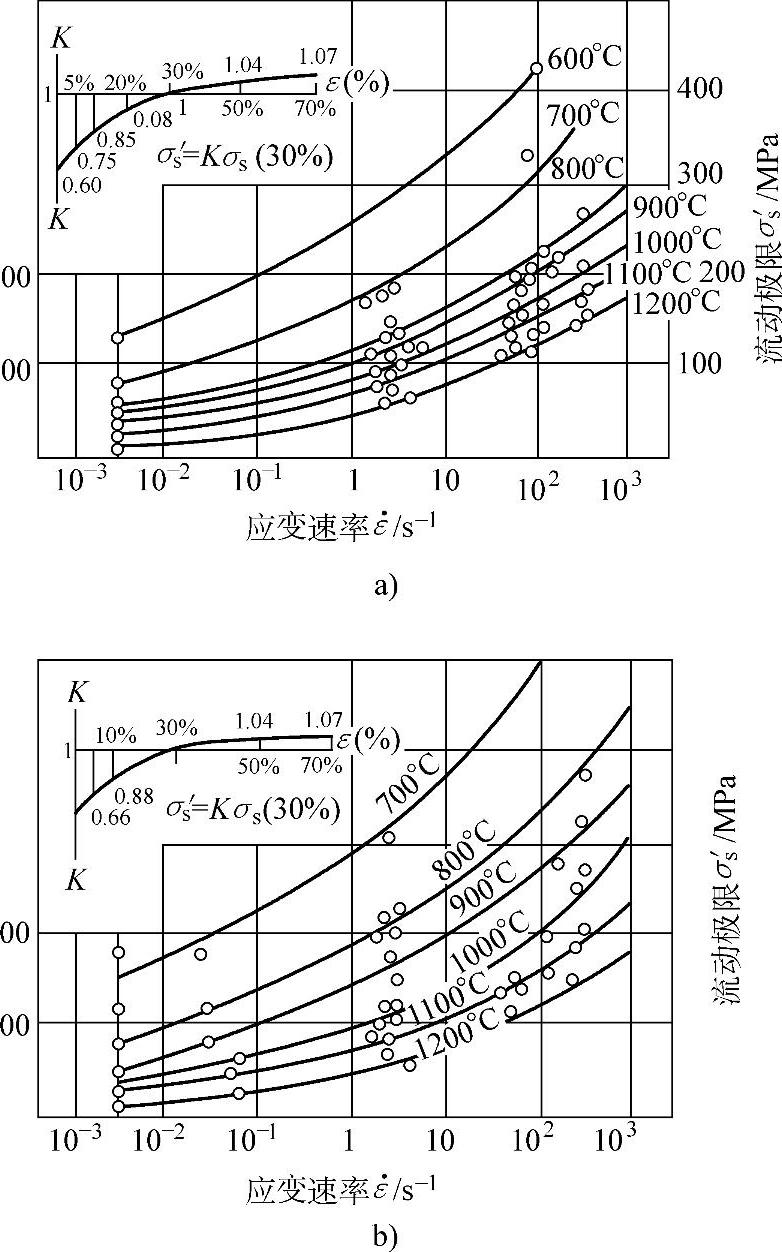
图6-1-50 不同温度和应变速率下08F和40钢的σs
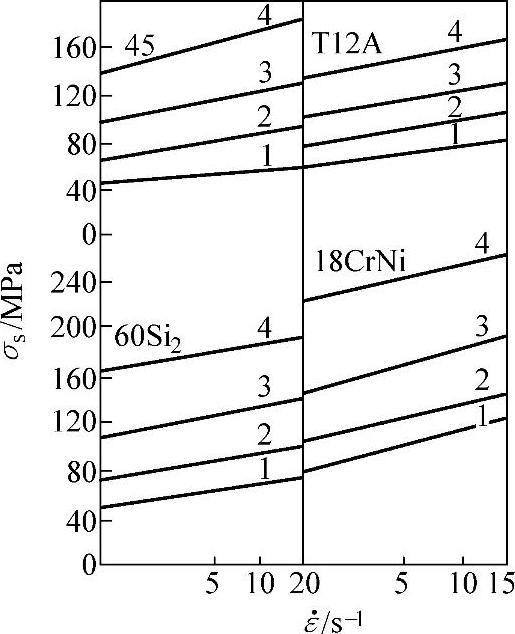
图6-1-51 不同温度和应变速率下几种钢的σs
1—1200℃ 2—1100℃ 3—1000℃ 4—900℃
此公式计算平均单位压力较简单且较接近实际,可用于制坯辊锻和成形辊锻。
③И.Я.Тарноский公式。对于截面形状较简单的锻件,可忽略辊锻时的宽展,其平均单位压力可按下式计算:
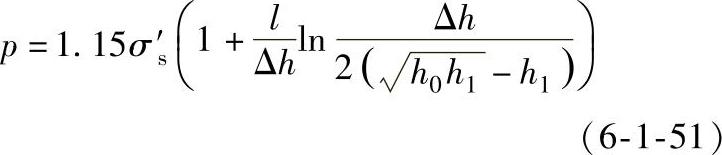
对于截面形状复杂并带飞边的锻件,其平均单位压力可按下式计算:
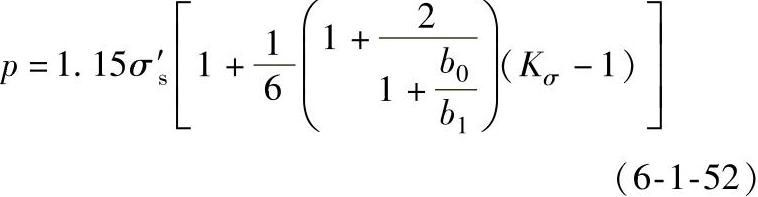
式中 应力状态系数Kσ按下式计算:
式中 α——咬入角。
④利用经验数值确定辊锻的平均单位压力
a)成形辊锻碳钢件(其质量分数C<0.35%,Si<0.3%,Mn<0.7%)的平均单位压力按其锻件复杂程度和辊锻温度不同,按表6-1-14确定。
表6-1-14 成形辊锻的平均单位压力
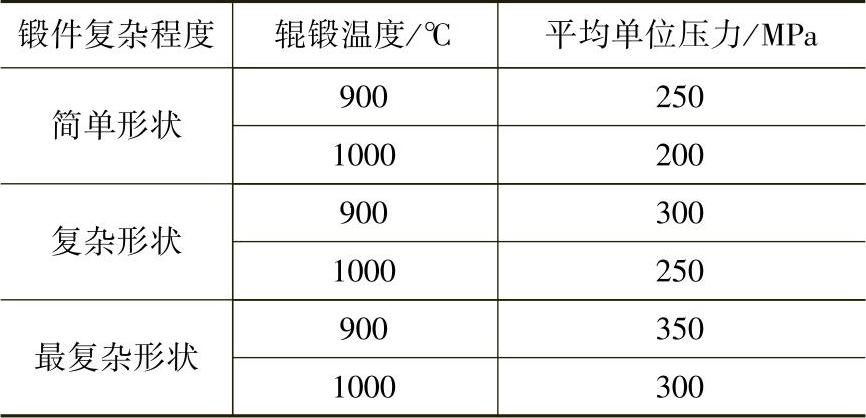
注:辊锻条件:辊锻模公称直径为ϕ550mm,无润滑。
b)成形辊锻合金钢锻件,其平均单位压力按表6-1-7选取后,再按式(6-1-53)修正:
P′=Pφ (6-1-53)
修正系数ϕ根据材料不同,按表6-1-15选取。
当采用润滑剂时会比表中所列实验数据低些。例如用石墨润滑剂比无润滑时的平均单位压力低30%~35%。
c)制坯辊锻的平均单位压力,根据其相对压下量和辊锻温度按表6-1-16选取。
表6-1-15 修正系数ϕ
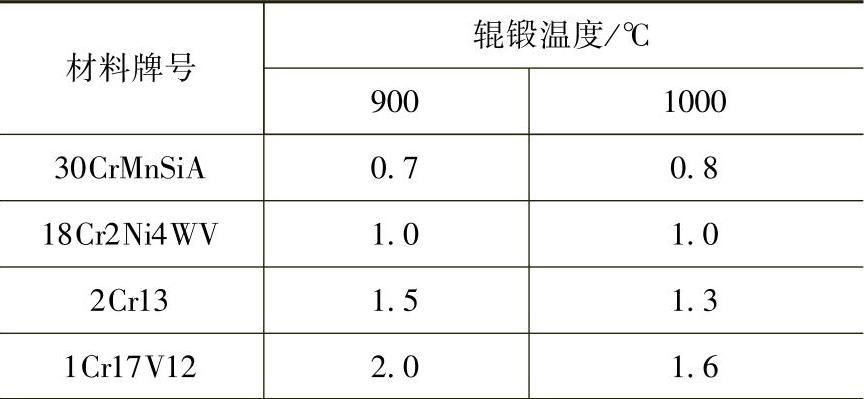
表6-1-16 制坯辊锻的平均单位压力
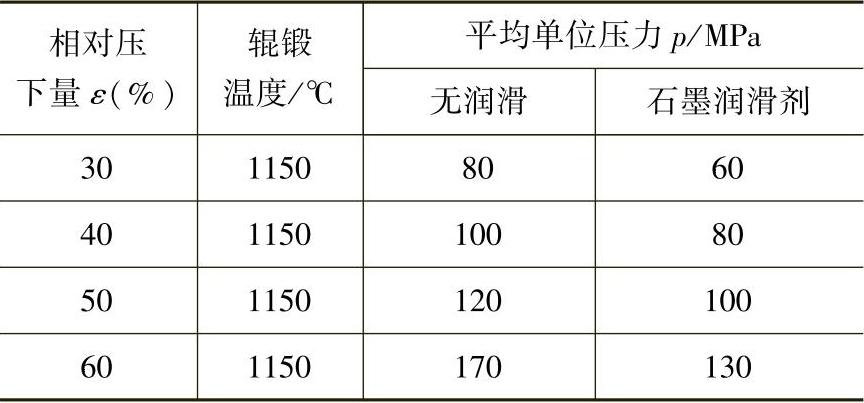
注:辊锻条件:材料为50钢;锻模公称直径ϕ500mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。