



(一)前滑与后滑的概念
辊锻时变形区内金属流动方向如图6-1-6所示。在纵向,有一个分流面,其速度与锻辊线速度的水平分速度相等,此面称为中性面。它与两辊中心连线的夹角γ称为中性角。在中性面的前面区域称为前滑区,在该区内,金属流动速度大于锻辊线速度的水平分速度,即金属相对于锻辊向前流动——前滑。在中性面的后面区域称为后滑区,在该区内,金属流动速度小于锻辊线速度的水平分速度,即金属相对于锻辊向后流动——后滑。由于前滑造成锻件长度大于模具相对应的弧长,所以应予以关注,必须进行计算。
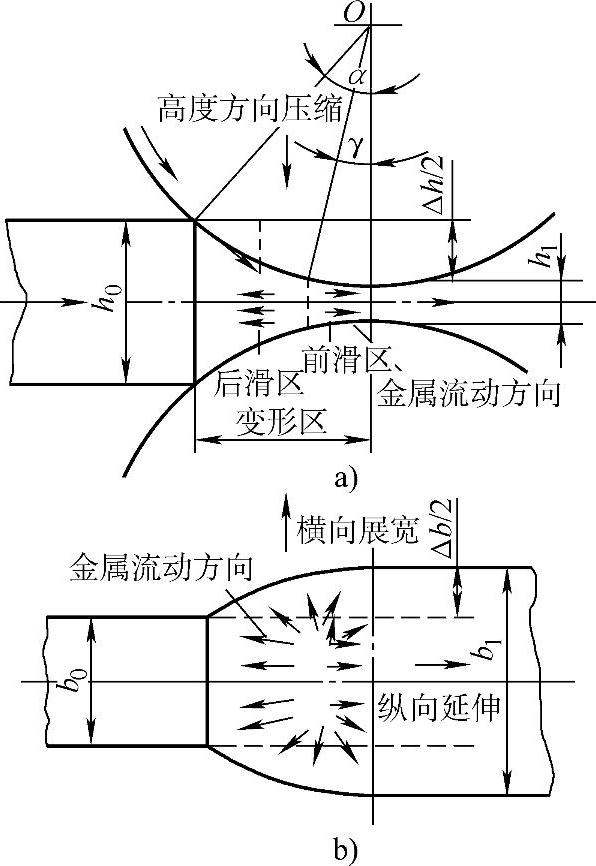
图6-1-6 辊锻变形区内金属流动方向
前滑值S通常用下式表示:

式中 Vj——锻件在出口处的速度;
Vm——锻模圆周线速度;
Lj——锻件长度;
Lm——模具相对应的弧长。
(二)前滑值的计算
前滑值与辊锻过程中的多种因素有关。目前尚没有包括所有因素的准确计算公式。因此,用公式计算出的前滑值,往往需经试验进行修正。下面介绍简单变形时的前滑值计算公式(芬克公式):
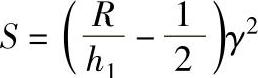
由于γ2/2数值很小,可忽略不计,则芬克公式可简化为:

式中 R——锻辊半径;(https://www.xing528.com)
h1——毛坯出口端的高度;
γ——中性角。可按式(6-1-11)计算:

式中 α——咬入角;
β——摩擦角。
对于成形辊锻,由于模具型槽纵向及横向截面通常是变化的,金属流动要受到模壁的约束,因此,准确计算其前滑值较困难,可根据经验选取,然后在调整试验中加以修正。表6-1-3为辊锻件的实测前滑值。
表6-1-3 辊锻件实测前滑值

(三)影响前滑的因素
(1)相对压下量 相对压下量越大,延伸量也越大,其前后滑的金属也越多。因此,随着相对压下量的增加,金属的前滑值是增加的。
(2)锻辊直径 由芬克公式可见,随着锻辊直径增加,前滑值是增加的。
(3)毛坯宽度 当毛坯宽度较小时,增加宽度使宽展减小,延伸增加,故前滑增大。但当毛坯宽度增加到宽度和长度方向上的金属体积比值不再有变化时,前滑不再受它的影响。
(4)摩擦因数 由芬克公式可见,随着摩擦因数增大,中性角增大,前滑值也增大。凡是使摩擦因数增大的因素,如锻辊和毛坯的表面状态、润滑、变形温度和速度等,均可使前滑增加。
(5)模具及毛坯截面形状 凡是有利于延伸的模具及毛坯截面形状,均可使前滑增加。如方形毛坯采用椭圆型槽辊锻,比采用长方形型槽辊锻,更有利于延伸,所以前滑更大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。