



【摘要】:辊锻时,辊锻模咬入毛坯有两种形式:毛坯端部自然咬入和毛坯中部强制咬入。实现咬入的条件是:摩擦力在水平方向上的分力应大于径向力的分力,即:Tcosα>Psinα因为 T=μP及μ=tanβ所以,实现开始咬入的条件变为:α<β即咬入角必须小于摩擦角。由于中间咬入相当于机械式钳入,并不受摩擦条件的影响,其咬入角可以很大,可达32°~37°,其咬入条件大为改善。但咬入后要继续进行辊锻,仍须受到摩擦条件的限制,以防打滑现象发生。
辊锻时,辊锻模咬入毛坯有两种形式:毛坯端部自然咬入和毛坯中部强制咬入。
(一)端部自然咬入
1.实现开始咬入的条件
图6-1-4a所示为自然咬入时的开始咬入阶段。当毛坯靠紧模具时,受到模具径向力P和摩擦力T的作用。实现咬入的条件是:摩擦力在水平方向上的分力应大于径向力的分力,即:
Tcosα>Psinα
因为 T=μP及μ=tanβ
所以,实现开始咬入的条件变为:α<β即咬入角必须小于摩擦角。
式中 α——咬入角;
β——咬入时的摩擦角,又称极限咬入角;
μ——咬入时毛坯与模具间的摩擦因数。
2.实现稳定咬入的条件
毛坯被模具咬入后,合力的作用点向两锻辊中心连线方向移动,如图6-1-4b所示。由于此时δ<α,所以只要能满足端部自然咬入条件,就能实现稳定咬入。
当采用中间咬入或强制送进时,有可能增大咬入角,但要受到辊锻过程打滑条件的限制,即极限咬入角αmax≤2β通常取: αmax=(1.3~1.5)β(https://www.xing528.com)

图6-1-4 毛坯咬入受力分析
a)开始咬入 b)已经咬入
表6-1-2给出了生产实践中得到的各种不同情况下的极限咬入角。
表6-1-2 极限咬入角
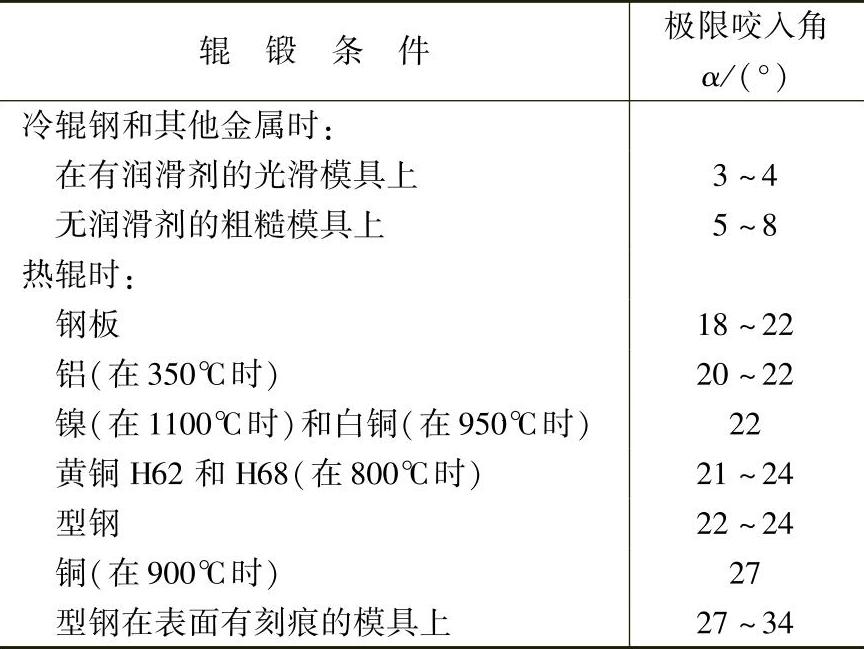

图6-1-5 中间咬入形式
a)型槽中部实现中间咬入 b)辊锻模前壁实现中间咬入
(二)中间咬入
辊锻模具通常为型腔截面变化的扇形模具,常由模具突出部位从毛坯中间咬入,如图6-1-5所示。
由于中间咬入相当于机械式钳入,并不受摩擦条件的影响,其咬入角可以很大,可达32°~37°,其咬入条件大为改善。但咬入后要继续进行辊锻,仍须受到摩擦条件的限制,以防打滑现象发生。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。