



粉末钛合金的锻造工艺与镍基耐热合金粉末锻造工艺的特点相同,钛合金粉末一般采取旋转电极法制造,粉末经热等静压制造预成形坯,然后再进行锻造。
粉末锻造钛合金,适用于制造高温引擎零件,如螺旋桨、压缩机盘、叶片和叶轮等零件。由于钛合金的合金元素含量高,铸造坯料成分偏析严重,塑性很差,难于锻造成形。因此采取粉末锻造工艺,可以克服上述不足。
钛合金粉末的热等静压过程:首先将粉末装入低碳钢套内,在5×10-6×133.322Pa真空下抽真空并压实后封焊。然后,在890℃和100MPa下进行热等静压15~300min,可获得相对密度为99.3%的预成形坯。
热等静压制造的压缩机盘的预成形坯在900~1040℃范围内锻造,模具预热温度为370℃,应变速率在0.1s-1左右,单位压力为360MPa。预成形坯盘的边部和心部变形程度分别为75%和55%,锻后空冷,喷砂处理清除锻件表面的玻璃润滑剂。
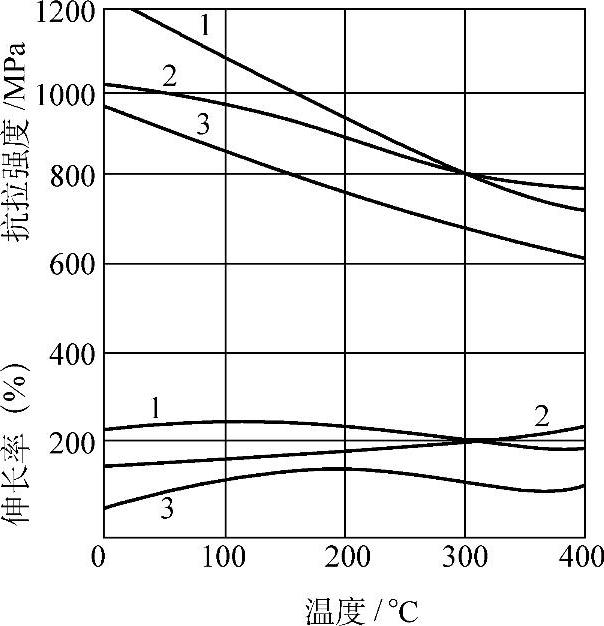
采用氢化—脱氢法制取的Ti-6Al-4V合金粉末,锻造压缩机导向叶片,锻造温度选择1000~1100℃,单位压力为900~1000MPa,相对密度可达99%以上。其主要高温性能见图5-5-34。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-5-34 粉末锻造Ti-6Al-4V合金的高温性能
1—粉末热锻材料 2—普通冶炼材料 3—普通粉末冶金材料
在SAE2000世界大会上,日本丰田汽车公司等介绍了一种能有效降低成本的粉末冶金钛合金锻造方法的研究开发情况。该方法制造汽车发动机钛气门,可减重40%。进气门是用Ti-6Al-4V合金通过粉末锻造工艺制取的,排气门是由复合材料制造,该复合材料以硼化物TiB为增强相,基体合金的成分为Ti-6Al-4Sn-4Zn-1Mo-0.2Si-0.30。TiB具有粗大的针状组织,这种组织具有优异的抗蠕变性能。
对钛合金来讲,一般在α+β和β相温度下的可锻性都是十分好的。然而,由于β相的锻造温度较高,易引起组织粗化。在相对较低的α+β相温度锻造可避免组织粗化,因此粉末锻造钛合金与铸造材料的锻造特点是一致的,钛基复合材料的粉末锻工艺也是这样。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。