



【摘要】:预成形坯锻前加热,需要在保护气氛下进行。加热时间可根据材料合金化程度、氧含量及预成形坯的尺寸大小确定。温度越高、暴露时间越长、预成形坯密度越低,氧化和脱碳的倾向就越大。根据暴露时间对锻后锻件性能影响规律,确定预成形坯锻造前在空气中的转移时间。一般对于合金钢粉末,特别是高碳或高合金钢粉末预成形坯,高温暴露时间不应大于4s。为了减小氧化和脱碳倾向,也可以在预成形坯上喷涂胶体石墨润滑剂或玻璃润滑剂。
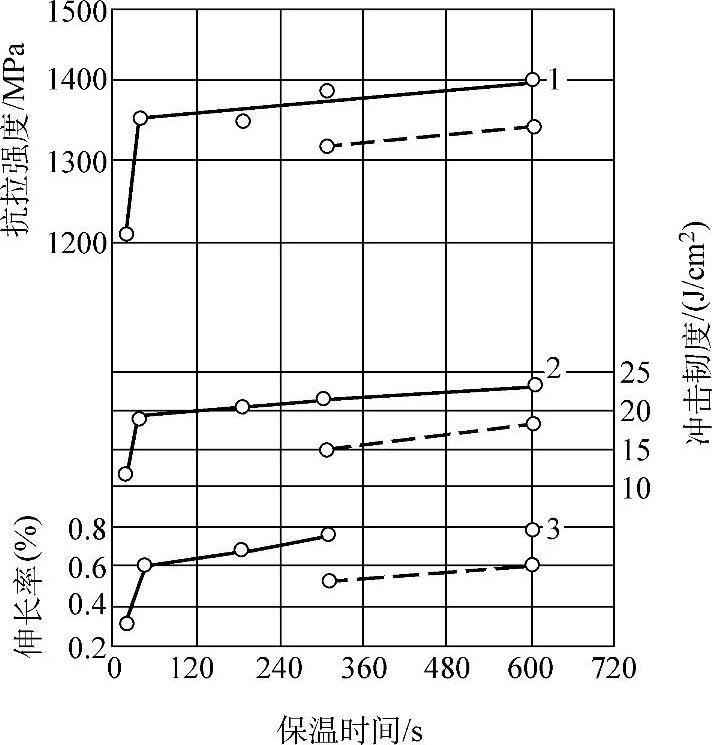
预成形坯锻前加热,需要在保护气氛下进行。为了防止氧化和脱碳,一般在惰性气体或氢气保护下的电炉内进行。在粉锻自动生产线上一般采用保护气氛下的高频感应加热。加热时间可根据材料合金化程度、氧含量及预成形坯的尺寸大小确定。图5-5-25给出锻造温度1050℃条件下加热保温时间与锻件性能的关系曲线。加热时间应该以热透为准,即坯料内外温度均匀。当达到锻造温度和加热时间后,立即进行锻造。
加热好的预成形坯在锻造前,总是要在空气中暴露一段时间,由于预成形坯内孔隙存在,要发生氧化或脱碳。温度越高、暴露时间越长、预成形坯密度越低,氧化和脱碳的倾向就越大。为此,应严格控制暴露时间。根据暴露时间对锻后锻件性能影响规律,确定预成形坯锻造前在空气中的转移时间。图5-5-26给出碳素钢材料允许暴露时间与温度的关系曲线随。一般对于合金钢粉末,特别是高碳或高合金钢粉末预成形坯,高温暴露时间不应大于4s。为了减小氧化和脱碳倾向,也可以在预成形坯上喷涂胶体石墨润滑剂或玻璃润滑剂。
表5-5-13 高温与低温粉末锻件的力学性能
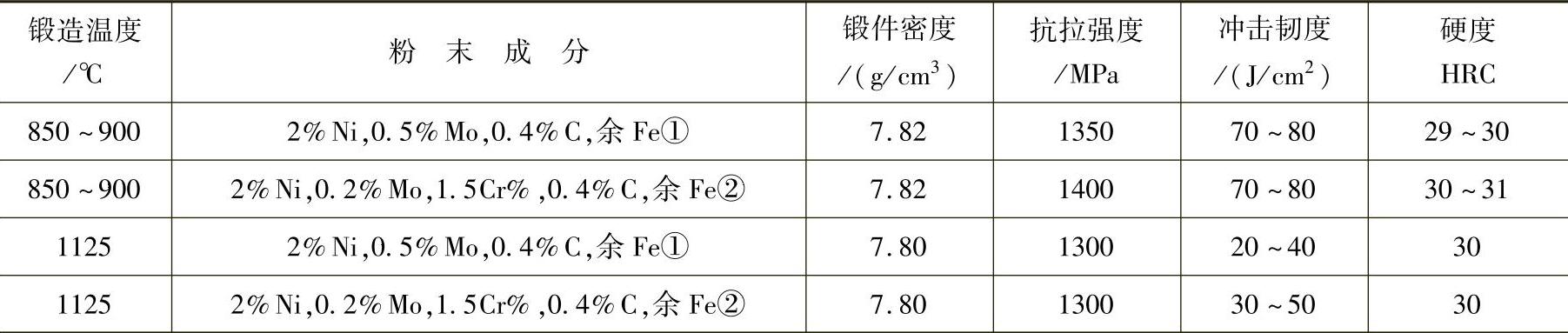
①预合金雾化粉加0.4%C。
②混合粉末。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-5-25 预成形坯锻前加热时间对锻件性能的影响
1—抗拉强度 2—冲击韧度 3—伸长率
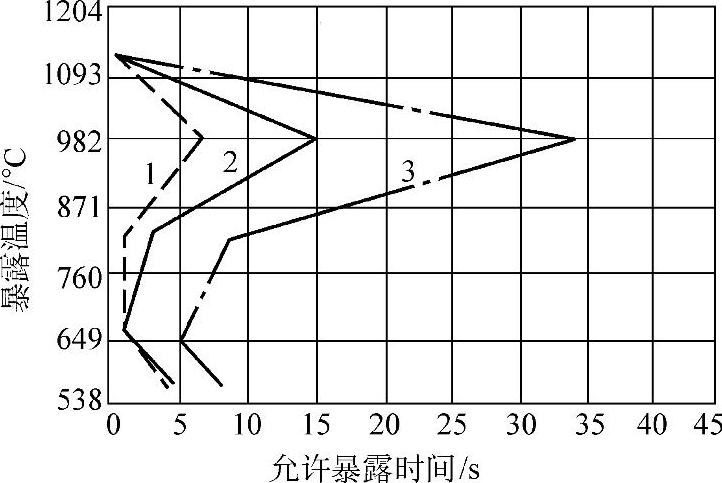
图5-5-26 1040粉末预成形坯加热后允许在空气中暴露时间
1—预成形坯密度5.3g/cm3 2—预成形坯密度6.1g/cm3 3—预成形坯密度7.2g/cm3
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。