



【摘要】:粉末锻造过程中,预成形坯的径向(横向)塑性流动与复压情况相比对粉末锻件的致密和力学性能有利,同时也降低变形抗力。因为粉末烧结体的塑性较差,过大的径向流动很容易引起裂纹产生,将影响粉末锻件质量。因此粉末烧结体的塑性情况,是预成形坯形状设计和粉末锻造工艺确定的基本依据之一。图5-5-11 圆柱形粉末烧结体镦粗时ln与ln关系1—1020致密体钢 2—烧结铝合金201AB,601AB(室温) 3—均匀压缩4620钢粉预成形坯;
粉末锻造过程中,预成形坯的径向(横向)塑性流动与复压情况相比对粉末锻件的致密和力学性能有利,同时也降低变形抗力。但是,粉末预成形坯的径向流动易导致侧表面产生裂纹,这与致密体镦粗时相似。因为粉末烧结体的塑性较差,过大的径向流动很容易引起裂纹产生,将影响粉末锻件质量。为了缓和预成形坯的低塑性与锻造时需要更大的塑性流动的矛盾,一般采取改善润滑条件,合理设计预成形坯形状;控制变形方式,尽量减小表面拉应力,增加轴向变形程度;采取高温烧结方法,提高预成形坯可锻性等方法。为给预成形坯设计提供依据,需要研究预成形坯压缩时开裂极限或称为成形极限。通常的方法与致密体镦粗实验测定塑性指标的实验方法一样,通过一系列圆柱体试样,测定高向应变ln(h/h0)与侧表面开始出现裂纹时,最大横向截面上的径向应变ln(D/D0),并绘制两者关系曲线,如图5-5-11所示。可根据图5-5-11中ln(h/h0)与ln(D/D0)的关系确定预成形坯在锻造时高度方向自由镦粗的最大应变,从而防止镦造时开裂。因此粉末烧结体的塑性情况,是预成形坯形状设计和粉末锻造工艺确定的基本依据之一。
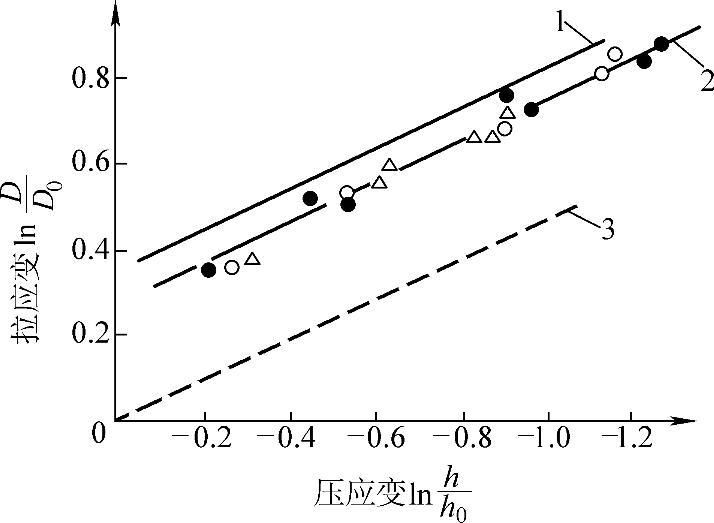
图5-5-11 圆柱形粉末烧结体镦粗时ln(h/h0)与ln(D/D0)关系(https://www.xing528.com)
1—1020致密体钢(982℃) 2—烧结铝合金201AB,601AB(室温) 3—均匀压缩4620钢粉预成形坯(982℃);
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。