



(1)工艺规范 筒形机匣材料是7075铝合金,其高度为240mm,最大外径近330mm,内腔深190mm。零件的一端带有法兰,另一端是非均匀分布的四个凸耳,靠近凸耳一端的外表面有近90mm高的非加工表面。四个凸耳是重要的受力部分,要求锻件的流线沿其几何形状分布,不允许有流线紊乱、涡流及穿流现象。这样复杂形状的锻件采用普通锻造方法不仅难以成形,而且上述技术要求也不容易满足。因此采用等温精锻工艺。等温成形温度为440℃,在此温度下,7075铝合金的流动应力约为30MPa。
(2)筒形机匣等温精锻模具结构 图5-4-6为筒形机匣等温精锻模具示意图。模具材料选用5CrNiMo,在440℃工作温度下,5CrNiMo的流动应力是960MPa,满足强度要求。考虑到锻后的脱模需要,凹模采用四瓣可分式凹模,分模面分别沿轴向取在四个凸耳的中部,四瓣之间通过定位销组合而成,其外形和凹模都设计成锥形,靠凹模压板固定在凹模上,既便于取模,又便于保证四瓣凹模紧密配合。
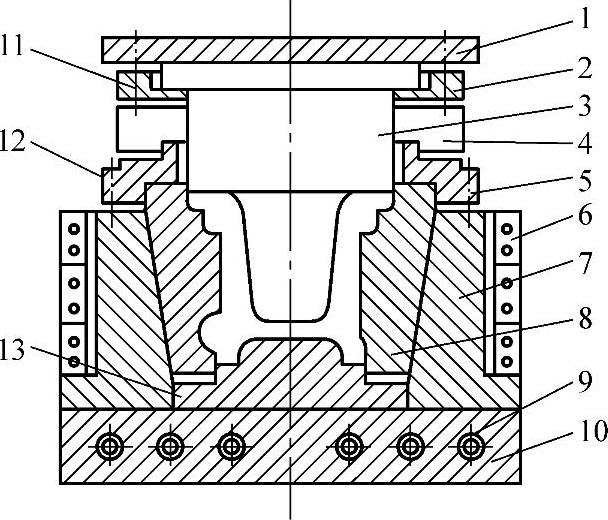
图5-4-6 筒形机匣等温精锻模具示意图
1—上垫板 2—凸模固定板 3—凸模 4—活动导套 5—凹模压板 6—加热圈 7—凹模套 8—组合凹模 9—加热孔 10—下垫板 11、12—螺栓 13—下冲头
(3)加热装置 筒形机匣等温精锻模具质量为1200kg,采用电阻加热圈与上下加热板加热,总功率为38kW。
(4)设备 成形设备选用50000kN液压机。该设备为下压式。带有活动的下工作台,便于四瓣可分式凹模的装卸。
(5)精锻工艺过程 筒形机匣等温精锻工艺过程如下:
坯料:坯料经锻造变形后,使用车床精密制坯,坯料尺寸为ϕ180mm×213mm;(https://www.xing528.com)
涂复润滑剂:坯料预热至100~150℃后,均匀地涂上MD-2石墨润滑剂;
加热:坯料在电炉内加热,炉温460℃,装炉后均热240min。模具加热温度440℃;
初锻:速度1mm/min,压力12000kN,保压5min;
酸洗:酸洗,清理修伤;
涂复润滑剂:同上;
加热:坯料在电炉内加热,炉温460℃,装炉后均热120min。模具加热温度440℃;
精锻:速度1mm/min,压力10000kN,保压5min;
后处理:酸洗,固溶处理及双级人工时效处理。数控加工四个凸耳及筒体。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。