



1.加热装置
等温模锻与超塑性模锻都需要能在变形过程中保持恒温的加热装置。通常采用感应加热与电阻加热,图5-4-1、图5-4-2所示分别为采用感应加热和电阻加热的模具。

图5-4-1 采用感应加热的模具
1—感应圈 2—上模 3—顶杆 4—下模 5—间隙 6—水冷板
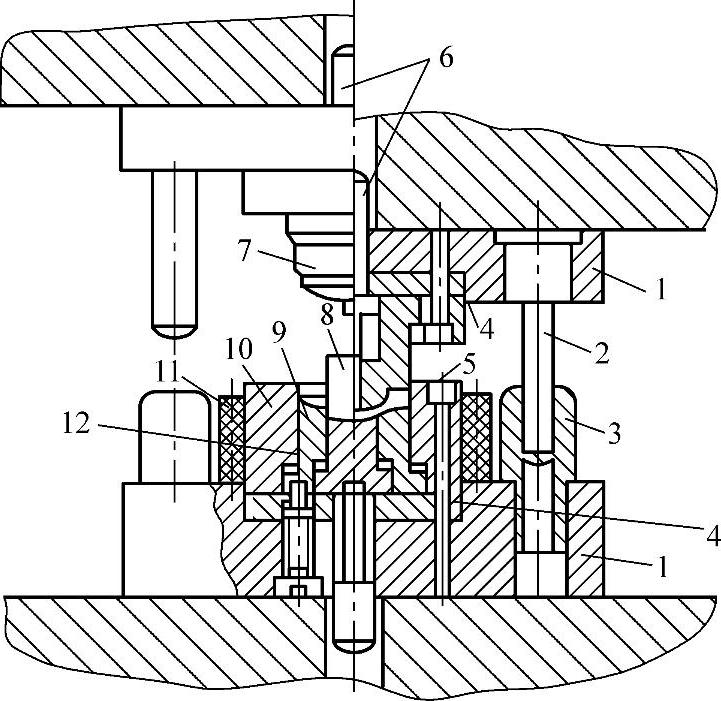
图5-4-2 采用电阻加热的模具
1—模座 2—导柱 3—导套 4—硬块 5—锻件 6—顶杆 7—凸模 8—坯料 9—浮动芯 10—型圈 11—电阻加热圈 12—固定芯
加热装置的功率可用下式计算:
N=(G(T2-T1)c)/(0.21tη)
式中 N——加热功率(kW);
G——被加热金属质量(kg);
c——被加热金属的比热容(J/kg·K);
T1——加热前温度(℃);
T2——所需加热温度(℃);
t——加热时间(h);
η——效率,η=0.35~0.40。
钢的比热容:c=481.5J/(kg·K)
2.锻模结构及材料
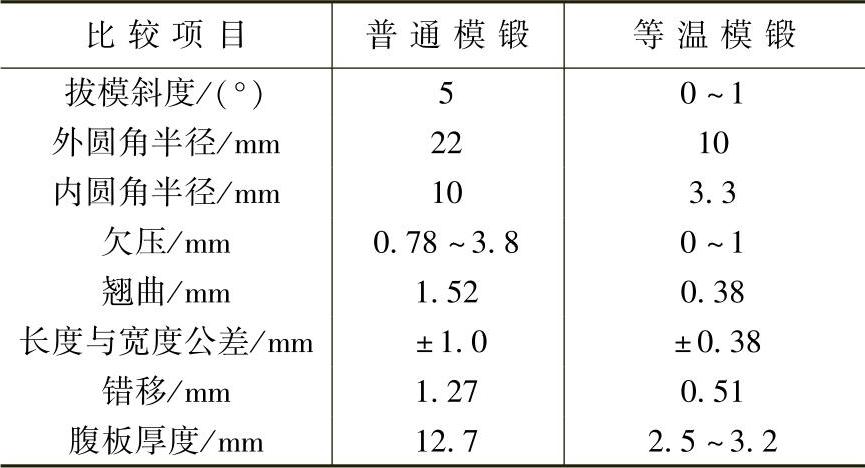
等温模锻与超塑性模锻精度较高,在锻件设计上,与普通模锻有所区别,模具设计也应与此相适应(见表5-4-15)。
表5-4-15 模锻投影面积小于645cm2的钛合金锻件时两种方法的比较(https://www.xing528.com)
等温模锻与超塑性模锻又分为开式模锻(有飞边模锻)和闭式模锻(无飞边模锻),开式与闭式模锻锻模设计方面,有同有异:
1)模膛结构。闭式锻造用模具多采用如图5-4-1所示镶块组合式结构,便于模具加工与锻件顶出;开式锻模多用整体式结构。
2)导向。闭式锻模多用模口导向,间隙研配为0.10~0.12mm。开式锻模可用导柱导向,导柱高径比不大于1.5,导柱与导向孔的双面间隙,依导柱直径不同,取0.08~0.25mm。
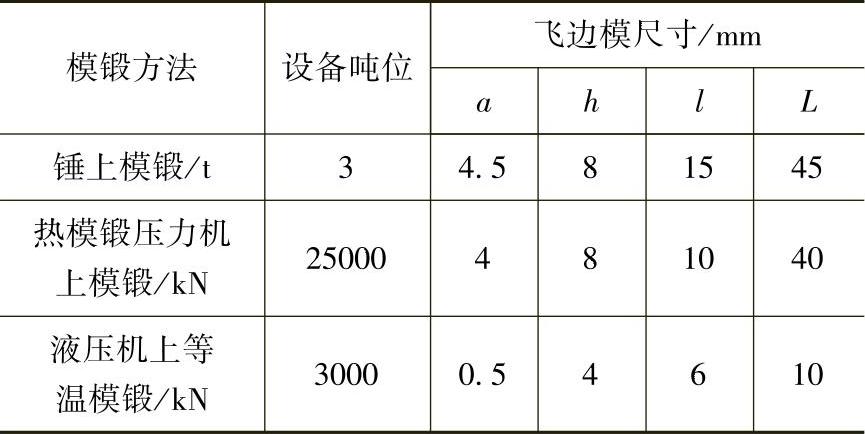
3)飞边槽。开式锻模带有飞边槽。在等温状态下,不存在飞边冷却问题,在飞边槽尺寸相同时,桥部阻力小于常规模锻。表5-4-16和图5-4-3所示为外径ϕ190的7A09材料导风轮不同模锻方法的飞边槽比较。由表中可见,等温模锻飞边槽的桥部高度、宽度和仓部高度、宽度分别为普通模锻的11%~12.6%、40%~60%、40%~42%、35%~40%。采用小飞边的目的是弥补等温条件带来的飞边阻力下降。
表5-4-16 7A09材料导风轮不同模锻方法的飞边槽比较
4)模锻斜度。闭式模锻无拔模斜度,开式模锻拔模斜度同闭式模锻。
5)顶出机构。闭式模锻必须设顶出机构,开式模锻可根据情况决定顶出机构的取舍。
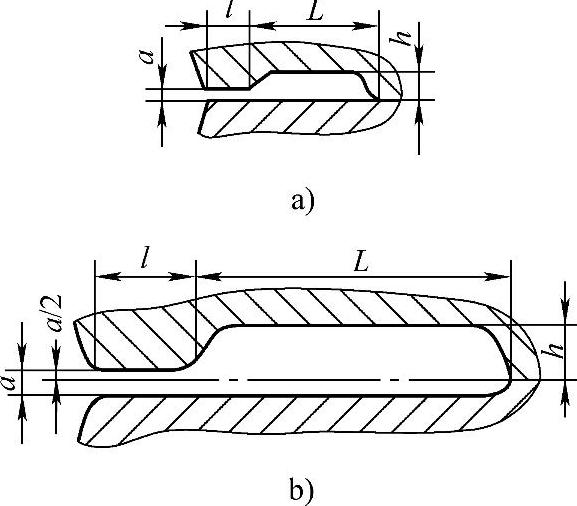
图5-4-3 导风轮不同模锻方法的飞边槽
a)普通模锻 b)等温模锻
6)收缩值。在等温状态下,锻件收缩值取决于模具材料与锻件材料线膨胀系数的差异,收缩值可用下式计算后加在模具尺寸上:
Δ=(t2-t1)(a1-a2)L
式中 t1、t2——室温与模锻温度(℃);
a1、a2——坯料与模具的线膨胀系数(K-1);
L——模具尺寸(mm);
Δ——收缩值(mm)。
7)模具材料。根据锻件的变形温度范围可将等温锻造和超塑性锻造模具分为三类:第一类是常规的热模具钢,如5CrNiMo、3Cr2W8V等;第二类是最高使用温度在1000℃左右的高温合金模具,如欧美的IN100、MAR-M-200、X-40、Udimet700、Inconel713C、Astroloy、IN718、Waspoloy等,国内的K3、K5合金;第三类是当变形温度超过1000℃的某些高温合金模具及其他高温材料锻造时用的铸造镍基高温合金、难熔金属合金(主要有钼基合金以及钨基合金)模具及某些陶瓷模具。我国研制开发的Ni3Al基合金IC6在1100℃/100h的持久强度可达100MPa,具有突出的高温强度。
铝合金与镁合金锻模可采用热模具钢。钛合金和钢锻模用高温合金制造,国内常用GH类材料与K3、K5合金。但是,镍基高温合金在锻造温度范围内有抗蠕变性能差和强度陡降的特点,因此,国外又发展了热模具锻造工艺,即模温为750~850℃,钛合金坯温度仍为900~950℃,且适当提高锻造速度。图5-4-4表示出了常规锻造、热模具锻造、等温锻造、超塑锻造的模温与锻造时间的区别。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。