



定量浇注在液态模锻中占据重要地位。因为生产出来制件的尺寸精度(主要是沿高方向),靠液态金属精确定量来控制。下面对铝、铜合金液态金属定量浇注作一介绍。
(一)机械式自动定量浇注装置
此装置是采用机械传动代替人工手端包浇注,其实质还是利用定量勺进行定量控制的。图5-3-14回转臂输送定量勺浇注装置图。定量浇勺10与回转臂是铰接的,在臂9回转过程中,浇勺10重心一直保持下垂的平衡状态,使勺中液态金属不致溢出。回转臂9由液压缸3带动齿条4和齿轮5而绕轮5轴心回转,当液压缸3活塞杆下降到某一最低位置时,浇勺10进入液态金属11中并盛满金属液。液压缸3活塞杆上顶使浇勺10从保温炉1中提起并使回转臂9逆时针方向回转,当回转至模具6上方,挡块7挡住浇勺时并倾倒,进行浇注操作。浇注完毕,液压缸3活塞杆下移使臂9顺时针转回,并准备下一次浇注。
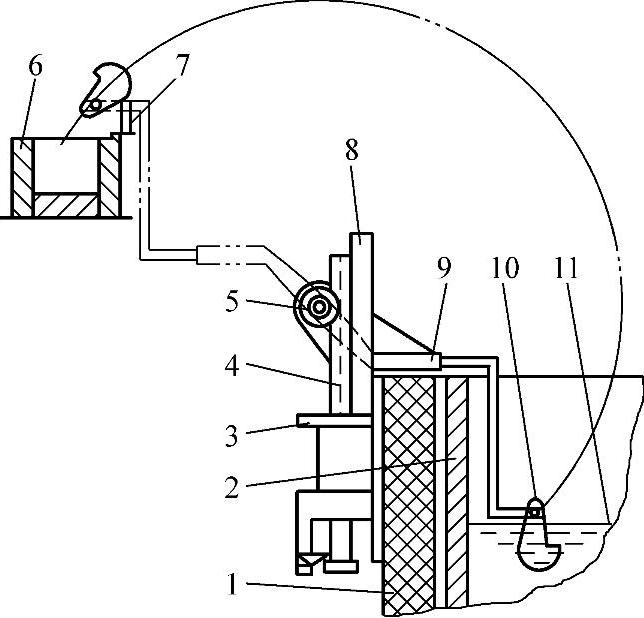
图5-3-14 回转臂输送定量勺浇注装置
1—保温炉 2—炉衬 3—液压缸 4—齿条 5—齿轮 6—模具 7—挡块 8—支架 9—回转臂 10—定量浇勺 11—金属液
图5-3-15为机械泵式自动定量浇注装置。活塞泵体11和阀体浸入坩埚1内的镁液中。当活塞12下行时,阀杆2处于下位,关闭泵体上出液口,镁液通过阀体下进液口进入泵体11中,当活塞12上推时,阀杆2处于上位,将下进液口关死,镁液通过阀体上出液口经输液管5流入凹模中,活塞12和阀杆2分别由气缸7、8通过操纵架6、9进行操作。其浇注量由活塞12的排液速度和阀杆2的开关时间进行控制。

图5-3-15 活塞泵自动定量浇注装置
1—坩埚 2—阀杆 3—阀体 4—模具 5—输液管 6、9—操纵架 7、8—气缸 10—镁液 11—活塞泵体 12—活塞(https://www.xing528.com)

图5-3-16 气压式自动定量浇注装置
1—石墨嘴 2—保温炉 3—坩埚 4—供液管 5—框架 6—螺旋管 7—链轮 8—导管 9—活塞杆 10—固定气缸 11—液面探头 12—进气管 13—减压阀
(二)气动式自动定量浇注装置
图5-3-16是一种气压式自动定量装置。工作时坩埚3按一定深度浸入保温炉2的液态金属中。进气管12内的气压由两级减压阀13调节,以减少其波动,操作减压阀,可使气压在0.016~0.027MPa范围内变化。按液面探头11的不同位置,可使输送液态金属时的扬程在0.41~0.45m的范围内变动,气体压送时间,通过时间继电器在2~6s范围内调节。该装置的工作过程是:当上述三个参数调整确定后,电动机驱动内坩埚下降,使坩埚内液态金属上升,当液面探头11触及液面后,下降停止。此时,气缸10中活塞下推,使活塞杆9堵死石墨嘴1。然后通入压缩气体,使液态金属通过供液管4流出。达到所给定的压送时间后,将内坩埚中的压缩气体放出,启开活塞杆9,使液态金属从石墨嘴流入内坩埚。由于保温炉金属液面下降,使探头11与液面脱离开,这时控制系统又使内坩埚下降,直至液面探头11与液面接触为止。

图5-3-17 定量供铝与压制全自动化生产设备
1—坩埚 2—铝合金保温炉 3、4—加压柱塞 5—出气孔 6—模具 7—压板 8—合模液压缸 9—传感器 10—升液管 11—引注管 12—铝液
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。