



液态模锻和触变模锻加压设备应满足:
1)有足够的压力和持续稳定的保压能力。
2)有较快的空程速度和一定的加压速度,一般空程速度应大于0.3m/s;加压速度(加压速度理解为从施压开始到增至预定压力需要的时间,其单位可用时间(s)表示。而此处沿用习惯用法)大件取0.1m/s,小件取0.2~0.4m/s。
3)有足够的顶出力和回程力。
4)视制件的加工情况,有时还需水平或垂直辅助液压缸。
(一)通用液压机
对于形状复杂的制件,比如实心、环形、通孔和管状等制件,均可以选用通用压力机进行压制;对于一些稍复杂的制件,可增设必要的工艺装置。
(二)普通专用液压机
这种加压设备一般多在通用立式液压机的基础上,加装水平或垂直方向的液压缸,并按工艺要求,调整某些参数而成。
(三)万能专用液压机
将侧缸和辅助垂直油缸同时装在一台立式液压机上,使其同时具有水平方向和垂直方向的合模力,以及垂直方向的压制力。图5-3-11为这种设备结构图,其设备性能与结构参数为:
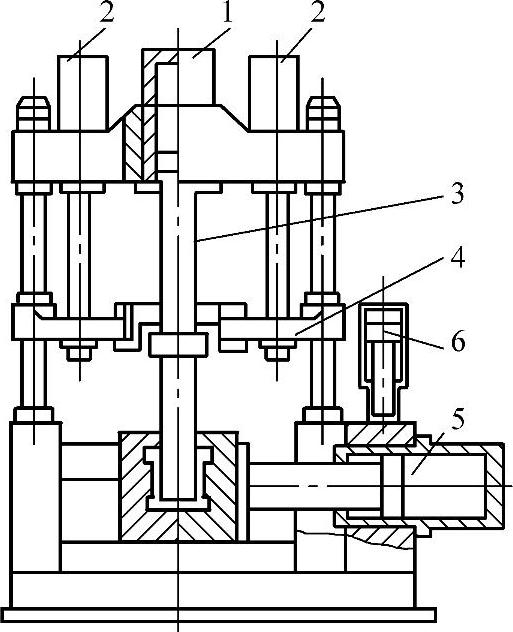
图5-3-11 前苏联УЛМ-2型万能液压机
1—主液压缸 2—辅助液压缸 3—主缸活塞 4—辅助活动横梁 5—侧缸 6—增压器
主缸活塞压制力 350kN(使用增压器为800kN)
主缸活塞回程力 140kN
辅助活动横梁压制力 180kN(使用增压器为370kN)(https://www.xing528.com)
辅助活动横梁回程力 30kN
侧缸压制力 350kN(使用增压器为800kN)
侧缸回程力 30kN
主缸活塞行程 450mm
辅助活动横梁行程 355mm
侧缸活塞行程 350mm
主缸活塞最大速度 220mm/s
工作台面尺寸 500mm×500mm
(四)特殊专用液压机
1.大型零件用液压机
表5-3-4两种液压机参数。其Д0437C采用台外浇注。П0638为三柱液压机,具有四工位(浇注、压制、顶出、清理和冷却)旋转工作台,围绕一立柱以0.2m/s速度回转。
表5-3-4 两种液压机参数

2.小型或薄壁件压力机
该种设备需要严格控制浇注至开始加压的时间间隔。图5-3-12为生产小型零件用气动式压机结构图。相对应的四对冲头15和凹模13是轮流使用的。在工作位置上,一对凹模和冲头进行浇注、压制和脱模,其余三对进行清理、喷涂和冷却。然后旋转90°,换成另一对凹模和冲头进行工作。每小时可生产180~200个质量为520g的制件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。