



可热处理强化的铝合金2A12和7A04分别属于Al-Cu-Mg系和Al-Zn-Mg-Cu系,在工业中广泛采用,但它们的塑性指标较低,相对伸长率小于20%,可以算是低塑性金属,这就给它们的冷锻带来很大的困难。采用温锻成形,不但可以降低变形力,而且可以提高塑性,因此对2A12和7A04进行温锻成形,具有较大的现实意义。
1.2A12和7A04温复合挤压时的单位压力
挤压用坯料经410℃保温3h后炉冷的退火处理。退火后2A12和7A04的硬度可降至63HBW左右。挤压结束后,零件空冷。用石墨加机油润滑模具。坯料不经表面处理。
图5-2-48和图5-2-49分别示出了2A12和7A04在不同变形程度下复合挤压所需凸模单位压力与挤压温度的关系。由图可见,从室温到400℃左右,凸模压力随温挤温度升高都是降低的。超过400℃以后,由于合金固溶强化作用有所增加,因而压力下降变缓。但是7A04在正挤压75%和反挤压32%的变形组合时有些例外。
2.2A12和7A04产品表面质量与挤压温度的关系
为了提高塑性,保证产品表面质量要求,避免产生裂纹,2A12温挤压温度高于300℃。7A04应高于250℃。
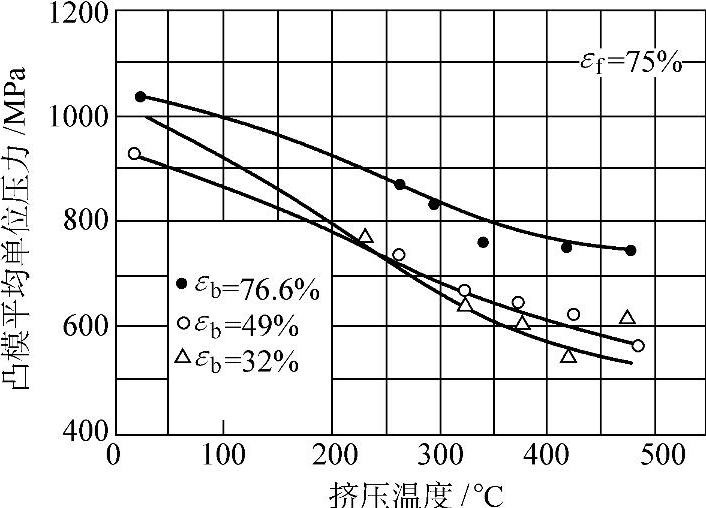
图5-2-48 2A12复合挤压凸模单位压力与挤压温度的关系(εf:正挤压变形程度;
εb:反挤压变形程度)
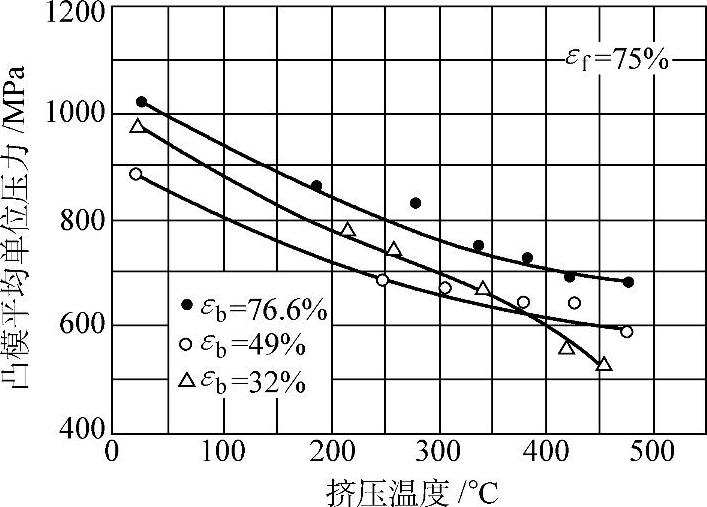
图5-2-49 7A04复合挤压凸模单位压力与挤压温度的关系(εf:正挤压变形(https://www.xing528.com)
程度;εb:反挤压变形程度)
3.2A12和7A04温挤压产品的力学性能与显微组织
对复合挤压件纵剖面的不同部位测其硬度值,然后算出产品的平均硬度。图5-2-50和图5-2-51分别为2A12和7A04温复合挤压产品的平均硬度与挤压温度的关系曲线。从室温到300℃左右,产品平均硬度随挤压温度升高而略有下降或几乎不变,但其值均高于退火坯料硬度值(62~63HBW)。这说明尽管由于挤压温度升高,动态回复行为逐渐活跃,但仍有一定的加工硬化。挤压温度超过300℃,产品硬度开始上升。当挤压温度400℃时,挤压件平均硬度已接近或超过原材料淬火时效状态的硬度水平(121~129HBW)。这是由于在300℃以上,随挤压温度升高,合金元素溶于基体更多,变形后的空冷使合金保持部分甚至大部淬火效应,随后在室温自然时效而使强度提高。温度越高,这一效应越显著,因而产品硬度就越高。同时,还保留部分加工硬化效应,因此产品硬度可能达到甚至超过淬火时效状态的水平。
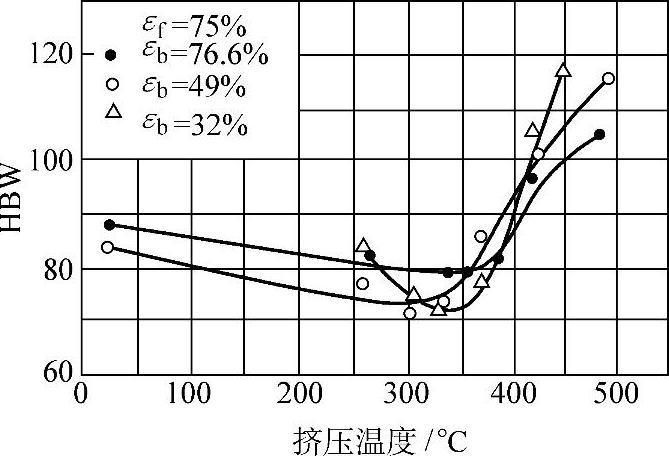
图5-2-50 2A12温挤压产品平均硬度与挤压温度的关系
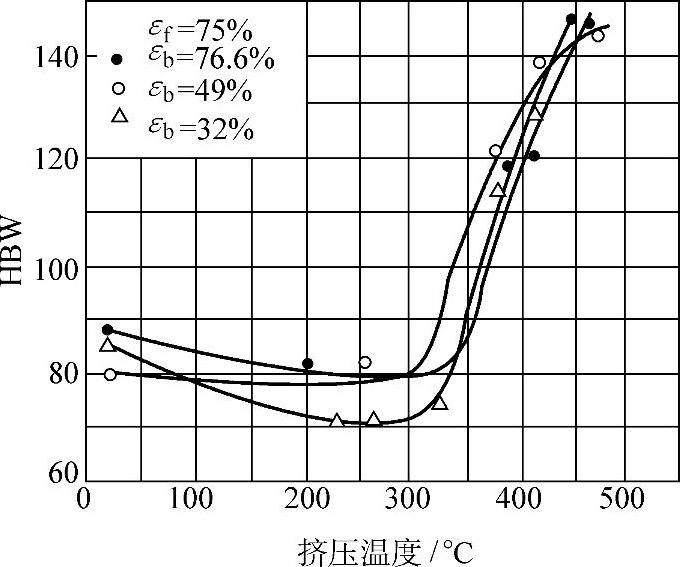
图5-2-51 7A04温挤压产品平均硬度与挤压温度的关系
另从挤压件上取下试样作强度试验,也可得类似的结果。
因此,若可热处理强化铝合金2A12和7A04的温挤压产品有强度要求且挤压后不另进行热处理时,则挤压温度应高于400℃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。