



20Cr钢活塞销温挤压用坯料与挤压件图如图5-2-38所示。活塞销是内燃机的重要零件。过去生产采用20Cr钢实心棒料车削加工和钻孔工序,有的也用无缝钢管加工。材料利用率仅达40%~60%左右,改用温挤压成形后,材料利用率可提高到80%以上,生产效率也提高5倍左右。
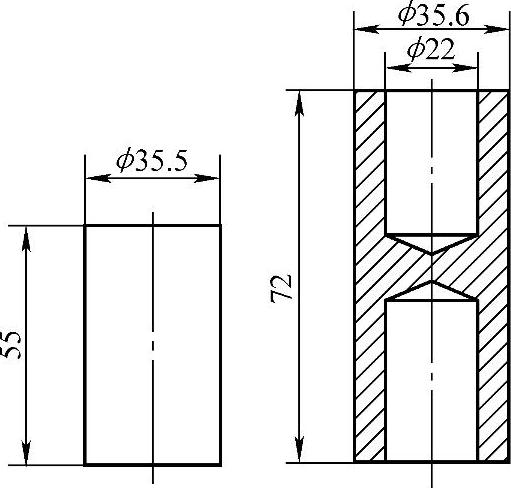
图5-2-38 活塞销温挤压坯料与挤压件图
采用20Cr钢温挤压的工艺流程如下:
剪切下料→平端面、倒角、磨外圆→浸涂润滑剂→中频感应加热→温挤压→检验。
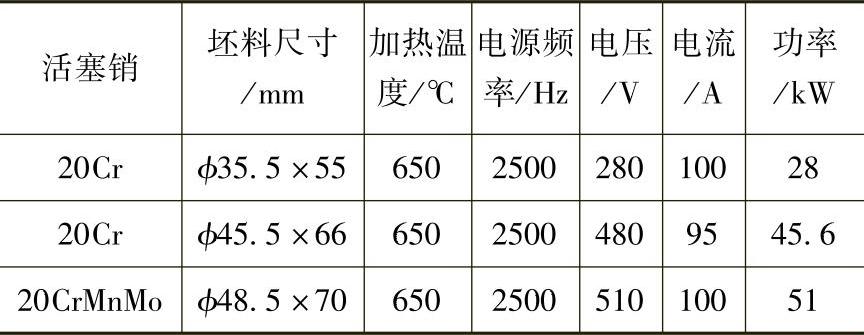
浸涂润滑剂前需将坯料预热至80~120℃,润滑剂使用商业水基石墨润滑剂,每只坯料表面浸涂润滑剂的量平均为0.5g左右。然后送入中频感应加热器内加热,加热温度控制在650±10℃左右。工作频率2500Hz,功率为100kW。加热时间3min即可使直径为35.5mm的坯料内外温度一致。不同型号不同尺寸规格的活塞销,坯料加热规范如表5-2-7所示。加热好的坯料送入3000kN冷挤压压力机上温挤压成形。每个零件平均使用8~10s左右。
表5-2-7 坯料加热条件(https://www.xing528.com)
所用模具具有冷却装置。在下凹模和上凸模上设有通道,通入压力为0.30~0.35MPa的压缩空气进行冷却,同时将模腔内的润滑剂残渣吹掉;上凸模是利用装在卸料板上的空气冷却装置定时冷却,由压缩空气通过电磁滑阀控制,当挤压变形完成后,同时对凸模和凹模进行冷却。由于采用了冷却装置,模具寿命由原来的几千件提高到几万件。
该件温挤压后,尺寸精度可达0.07mm以下。表面粗糙度Ra0.35~2.5μm。壁厚差可控制在0.2mm以下。活塞销纵断面硬度分布如图5-2-39所示。由图可见,活塞销温挤压后,外表面硬度略高于内孔表面的硬度,中心连皮处几乎没有改变原始硬度值(坯料原始硬度185HBW)。
温挤压活塞销的疲劳试验结果优于冷挤压同类产品。
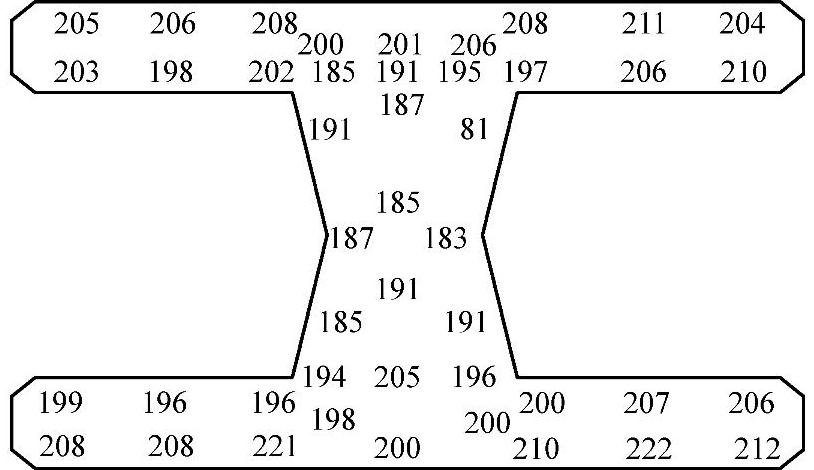
图5-2-39 活塞销温挤压后硬度分布(HBW值)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。