



影响温锻变形力的因素很多,有材料性能、变形方式(正挤压、反挤压、复合挤压或镦挤等)、变形程度、模具结构、润滑剂种类以及加热温度等。除了加热温度以外,前面各点与冷锻或冷挤压时是类似的。试验表明,在复合挤压时,当加热到150~200℃时,往往单位压力减少10%。反挤压时,加热到100~200℃时,单位压力减少20%~40%(对钢)。
冷锻困难的材料在温挤压时,即使变形程度高达60%~70%时,挤压单位压力还不大,如图5-2-13所示。图中示出,Si-Cr阀门钢、Cr不锈钢和马氏体Cr-Ni不锈钢,当变形程度为60%~70%时,加热温度500℃时,挤压单位压力小于2500MPa;当加热温度为600℃时,挤压单位力小于或等于2000MPa。
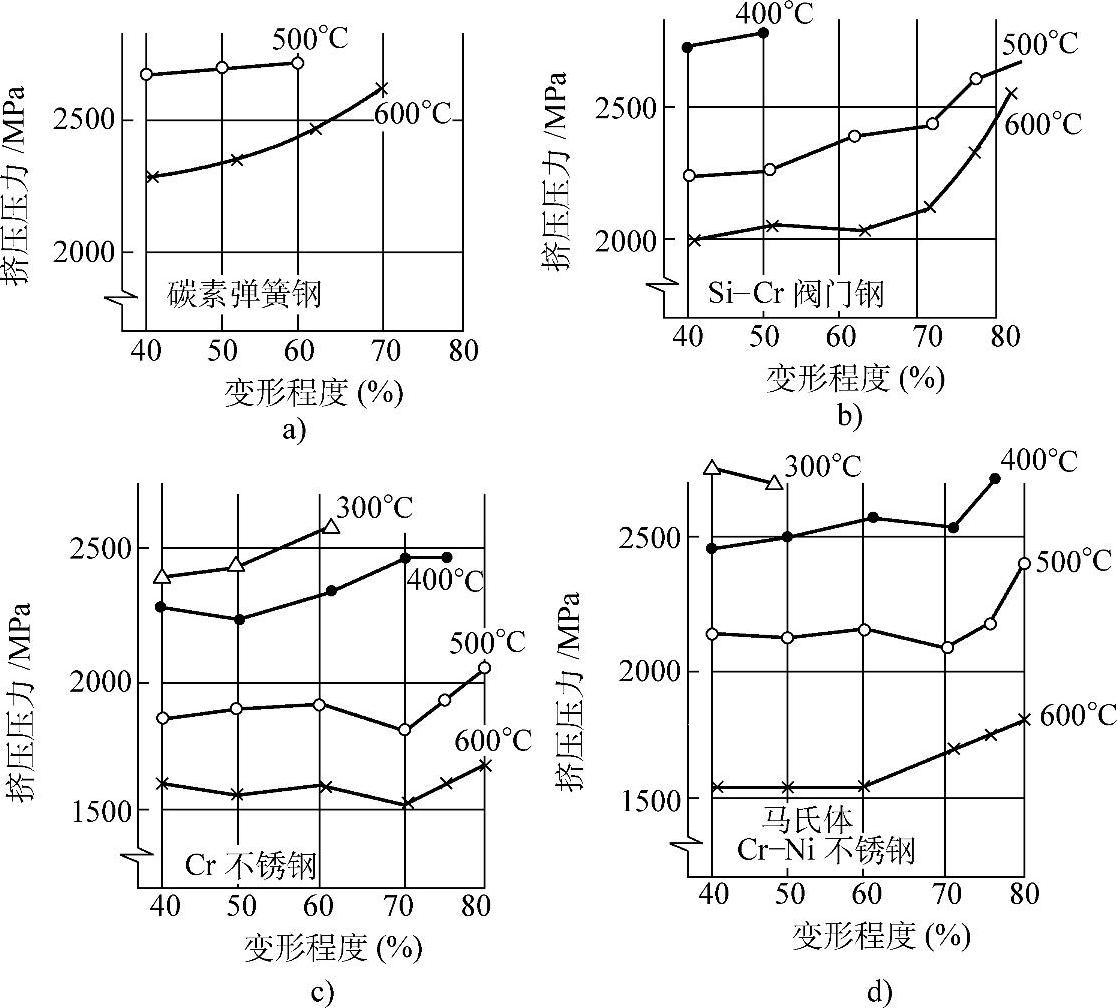
图5-2-13 各种材料在不同变形程度时的凸模压力变化(反挤压)
a)润滑剂:石墨(油剂) b)润滑剂:400℃,40%氯化石蜡500℃,600℃,石墨(油剂) c)润滑剂:300℃,400℃,70%氯化石蜡500℃,600℃,硼酸铅+甘油 d)润滑剂:300℃,400℃,
70%氯化石蜡500℃,600℃,硼酸铅+甘油
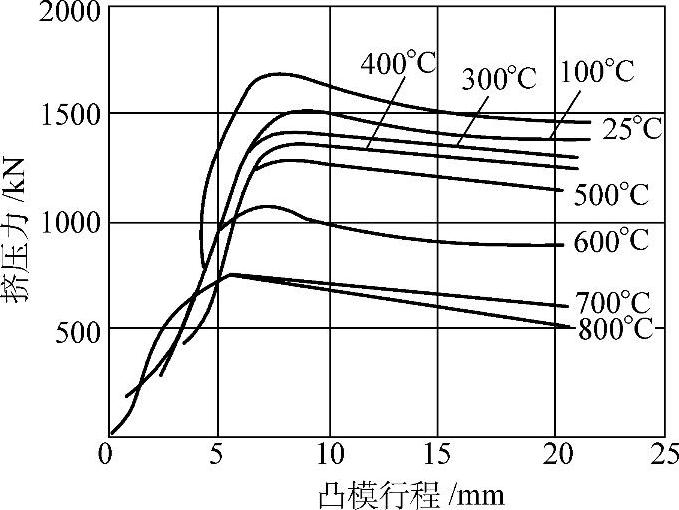
图5-2-14 在各种温度下正挤压的负荷-行程曲线图
(45钢,原材料ϕ37.2mm,凹模锥角120°,变形程度65%)
在一般情况下,低温温挤压可减少变形力15%,中温温挤压及高温温挤压可使变形抗力减少到室温时的1/4~1/2。可见,温挤压的变形力比冷挤压时有显著下降,对冷作硬化敏感的材料效果更为明显。
图5-2-14是在不同温度下正挤压的负荷-行程曲线。由图可见,曲线的倾向几乎一致,随着加热温度的增加,挤出零件需要的负荷减少。在挤压的稳定阶段(即除开始阶段以外),挤压变形力的大小几乎与行程无关。由于本图所示的试验为正挤压,故随行程增加,挤压力略有下降,这主要是由于坯料与模具的接触面积逐渐减少。因而摩擦力减少之故。(https://www.xing528.com)
反挤压的试验也表明,除了挤压开始阶段以外,反挤压的稳定阶段,挤压力大小几乎与行程无关。
图5-2-15示出材料的种类对变形力的影响。由图可见,低碳钢(15钢)的挤压力比合金钢低,随着钢中合金元素量的增多,温挤压变形力也增加。另外,随着变形温度的提高,变形力也有所降低。只有轴承钢GCr15在750℃以上温挤压时,由于相的转变,变形力有回升现象。
温锻时润滑的好坏,除对产品表面质量、模具寿命有很大的影响之外,润滑剂可使温锻力有所变化。图5-2-16各列出温锻轴承钢时,复合挤压变形程度70%左右,加工温度700℃时,使用10种温锻润滑剂时各自对单位挤压力的影响。由图可见,其中使用油酸57%+石墨26%+二硫化钼17%、水基石墨、油基石墨和玻璃粉作为润滑剂时,单位挤压力最低;而使用机油+滑石粉(质量1∶1)、热锻润滑剂(△79)和硼砂+三氧化二铋作润滑剂时,单位挤力最高。但结果发现温挤压单位挤压力的波动幅度只在10%~15%左右。
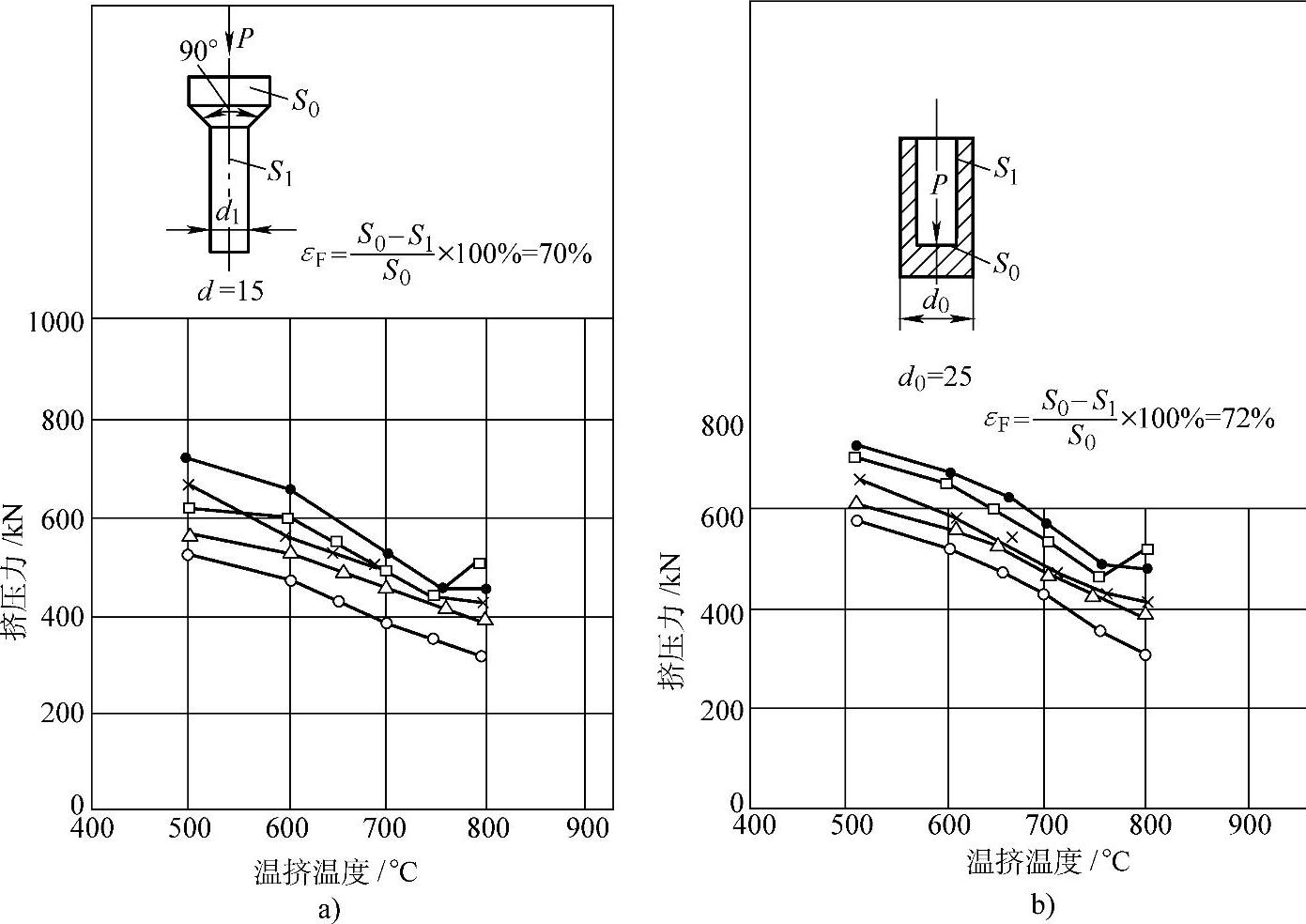
图5-2-15 不同钢种在不同条件下的变形力变化
a)正挤压 b)反挤压  —钢15
—钢15  —20CrMn
—20CrMn  —15CrNi6
—15CrNi6  —GCr15
—GCr15  —42CrMo
—42CrMo
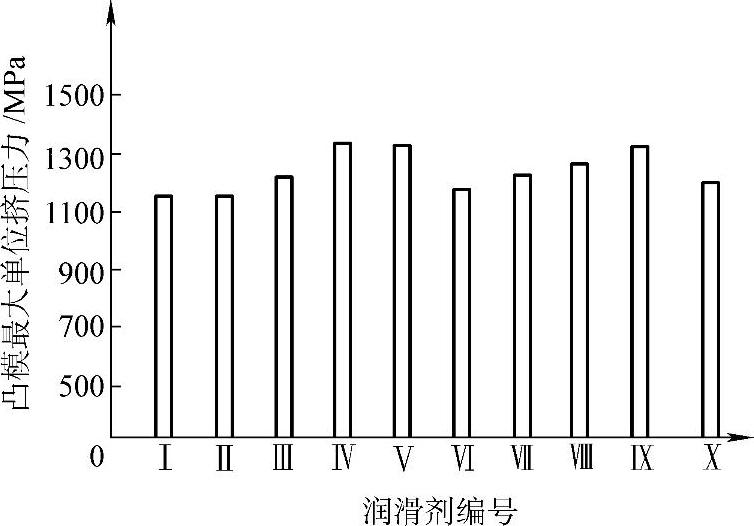
图5-2-16 各种润滑剂与单位挤压力的关系(轴承钢复合挤压)加工温度
700±20℃,变形程度εF=70%
Ⅰ—油酸57%+石墨26%+二硫化钼17% Ⅱ—水基石墨 Ⅲ—气缸油+石墨(质量比4∶1) Ⅳ—机油+滑石粉(质量比1∶1) Ⅴ—△79 Ⅵ—油基石墨 Ⅶ—四硼酸镁40%+石墨60%+水100% Ⅷ—重铬酸21.0.5%+氧化镁5.29%+浓磷酸31.35%+石墨42.11%+水100% Ⅸ—硼砂90%+三氧化二铋10%(质量比) Ⅹ—玻璃粉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。