



上下模板是冷挤压压力的主要支承部分,由于冷挤压的单位压力较高,上下模板不能采用铸铁材料。上下模板加导柱、导套就组成有导向的冷挤压模架,无导柱、导套者则为无导向模架。图5-1-67为有导柱、导套导向通用反挤压模具。卸料板亦有导向,其导向的基准仍为模架导柱。反挤压时挤压件的端面往往是不平的,卸件时凸模受力是不均匀的,可能造成凸模偏移而折断。卸料板有强有力的导向,提高了凸模的稳定性。反挤压通用模架可兼作为正挤压及复合挤压使用。
图5-1-68为有导柱、导套导向正挤压通用模具,图5-1-69为镦挤复合通用模具。
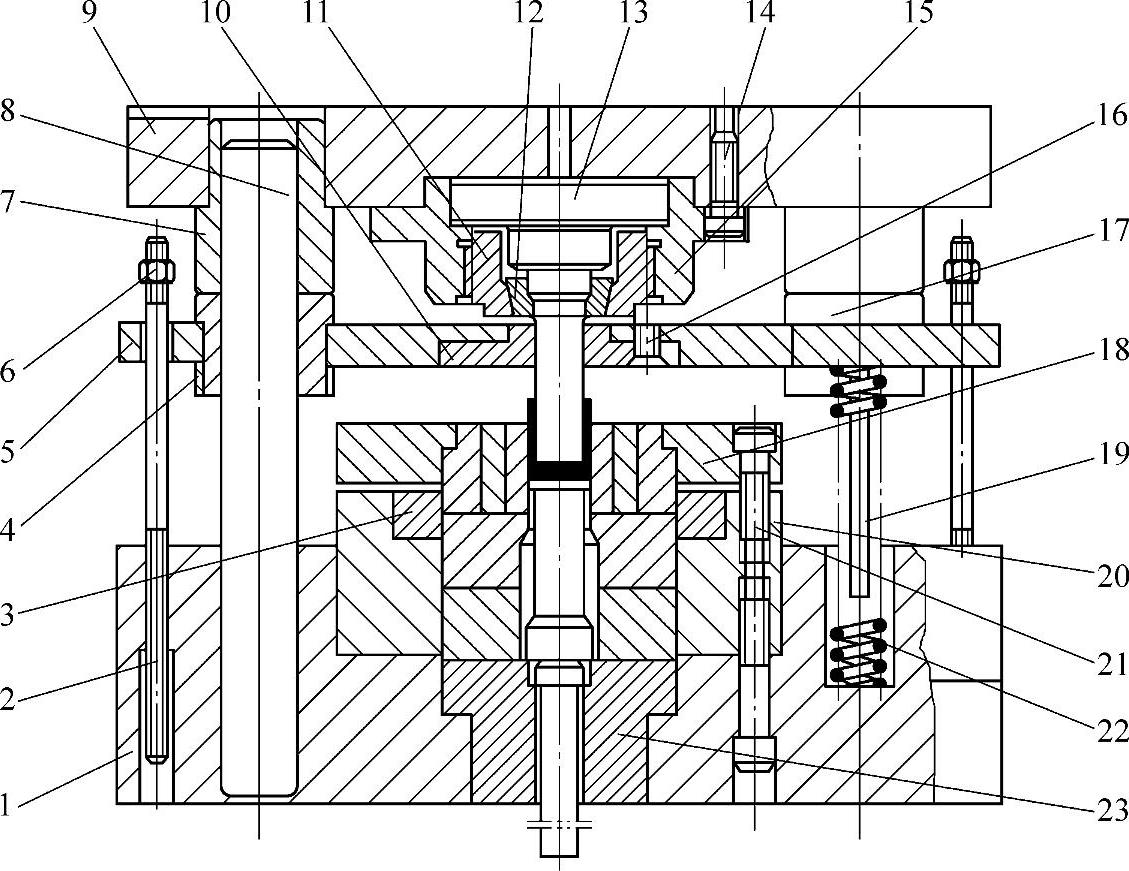
图5-1-67 有导柱、导套导向的通用反挤压模具
1—下模座 2—卸料螺杆 3—凹模调整圈套 4—卸件板固定螺母 5—卸件板 6—六角螺母 7—导套 8—导柱 9—上模座 10—卸件板镶块 11—凸模固定圈 12—凸模定位圈 13—凸模上垫板 14—内六角螺钉 15—凸模座 16—螺钉 17—卸件板导向套 18—凹模压盖 19—弹簧导杆 20—凹模定位圈 21—内六角螺钉 22—弹簧 23—顶杆座
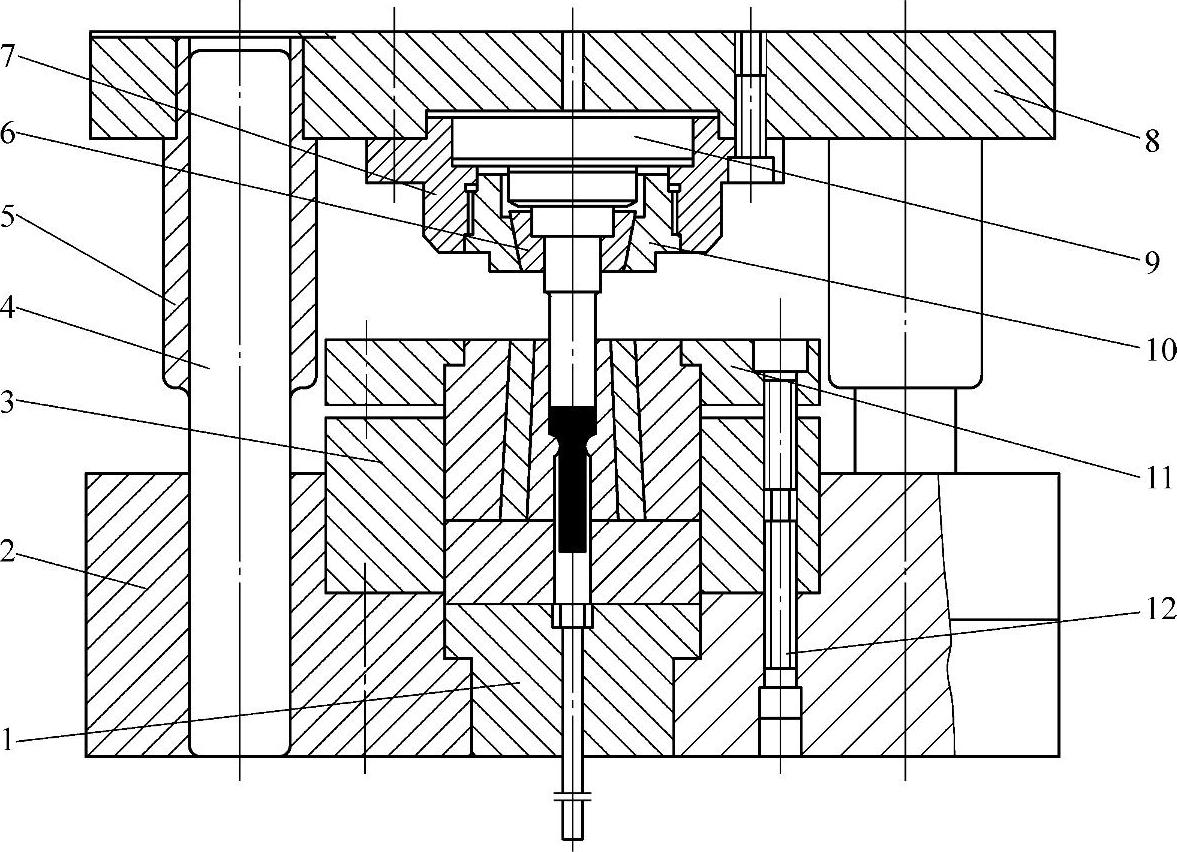
图5-1-68 有导柱、导套导向正挤压通用模具
1—顶杆座 2—下模座 3—凹模定位圈 4—导柱 5—导套 6—凸模定位圈 7—凸模座 8—上模座 9—凸模上垫板 10—凸模固定圈 11—凹模压盖 12—内六角螺钉
 (https://www.xing528.com)
(https://www.xing528.com)
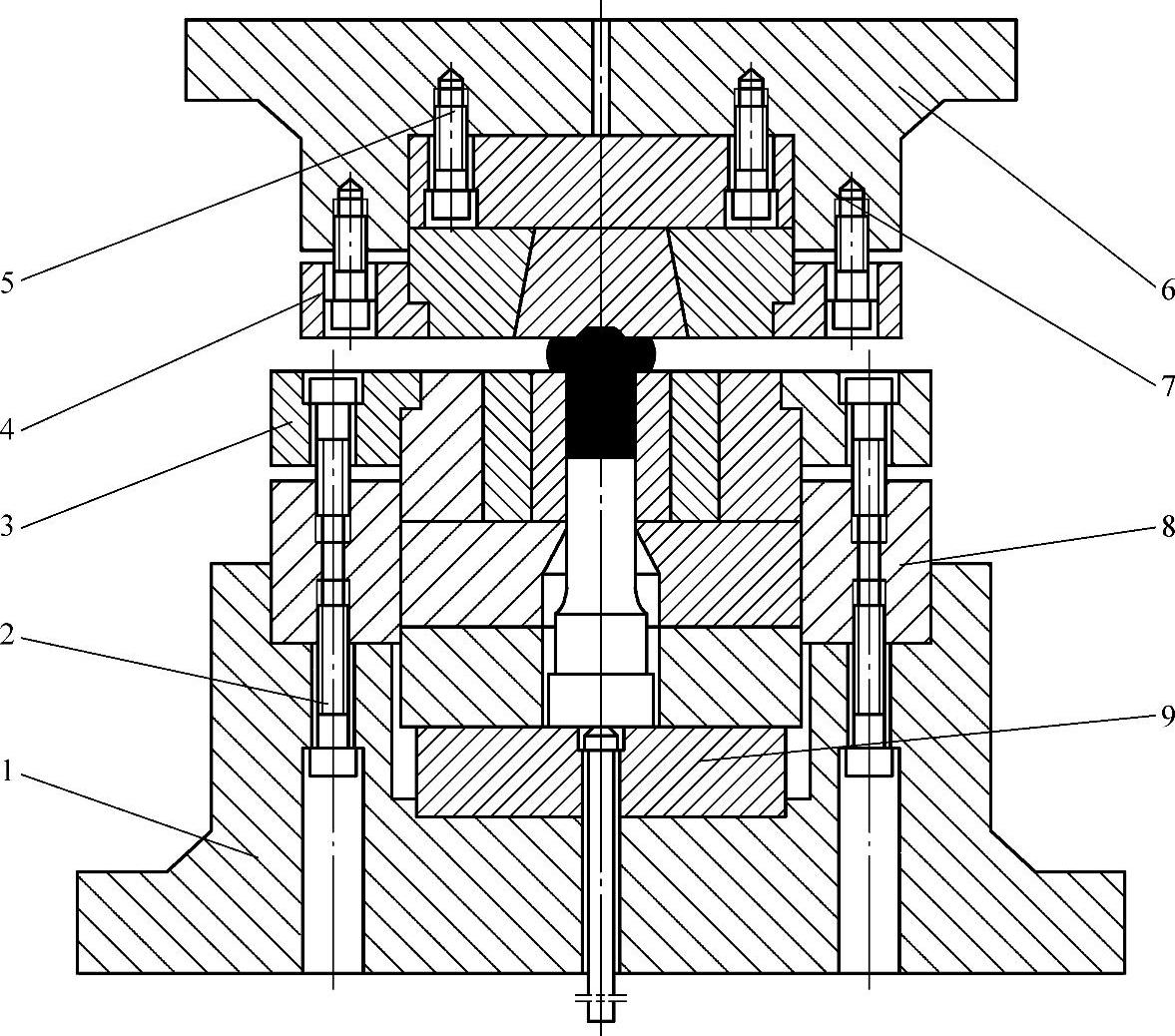
图5-1-69 镦挤复合通用模具
1—下模座 2—内六角螺钉 3—下模压板 4—上模压板 5—螺钉 6—上模座 7—上模垫板 8—凹模定位圈 9—凹模下垫板
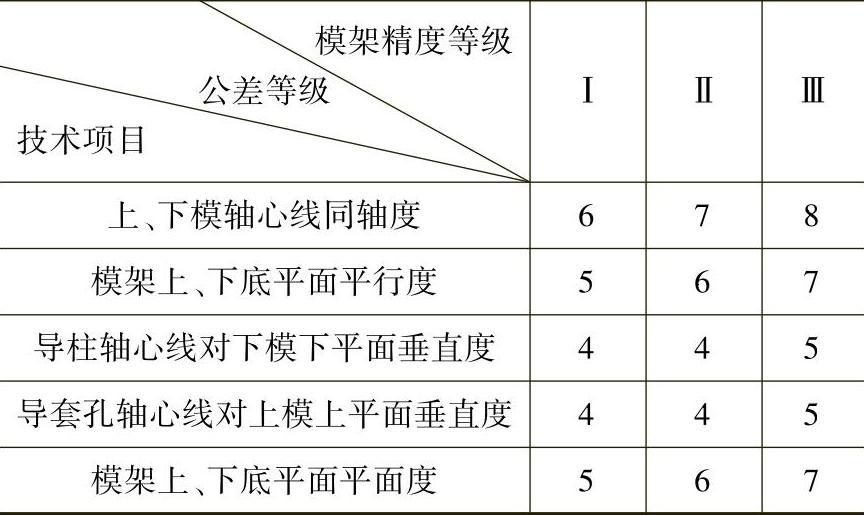
通用反挤、正挤和镦挤复合模架中的组合凹模在相同吨位的压力机上都设计成可以互换的,正挤压通用模架的上模部分与反挤压通用模架的上模工作部分亦可互换,这样提高了模具的使用范围。设计者可在每一种吨位的冷挤压机上,制造不同精度要求的模架,按挤压件的不同精度要求选用。模架的组装精度可分Ⅰ、Ⅱ和Ⅲ三个等级,其精度应符合表5-1-13所示的分级技术指标。大多数的冷挤压模架采用Ⅱ级精度。
表5-1-13 冷挤压通用模架精度分级技术指标
卸件板与顶件杆:挤压件有时粘在凸模上,有时粘在凹模中,卸料板与顶件杆可将挤压件取出。卸件板镶块与顶杆都必须采用工具钢制造。
凸模与凹模垫板:通用冷挤压模具中,采用了多层垫板。为了防止高的挤压单位压力直接传递给模板而造成局部凹陷或变形,必须在凹模底端加上垫板,以便把加工压力均匀分散传递,起到缓冲作用。垫板必须采用工具钢制造。
凸模与凹模:冷挤压模具的工作部件,在设计时必须认真对待。应选用具一定韧性的高强度钢材制造。凸模与凹模承受了最大的冷挤压单位压力。为了加强凹模的强度,通常采用预应力组合凹模,可以用二层或三层组合而成。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。