



1.正挤压杆件的力学性能
图5-1-15~图5-1-18分别为试验材料挤压后的条件屈服强度(σ0.2)、抗拉强度(Rm)、伸长率(A)、断面收缩率(Z)和硬度(HBW)与εF的关系,可见σ0.2、Rm和HBW随εF的增大而提高,而A和Z值则随之下降。
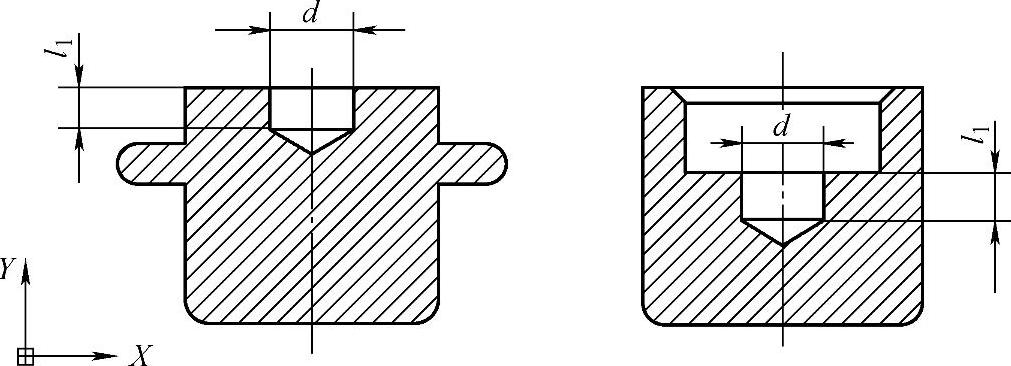
图5-1-13 凹穴深度和位置
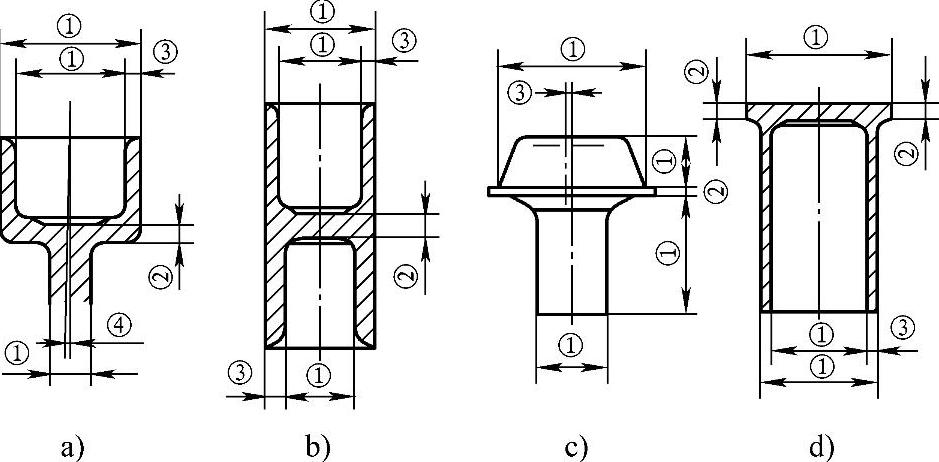
图5-1-14 加工精度分类
a)、b)复合挤压 c)镦粗 d)正挤压
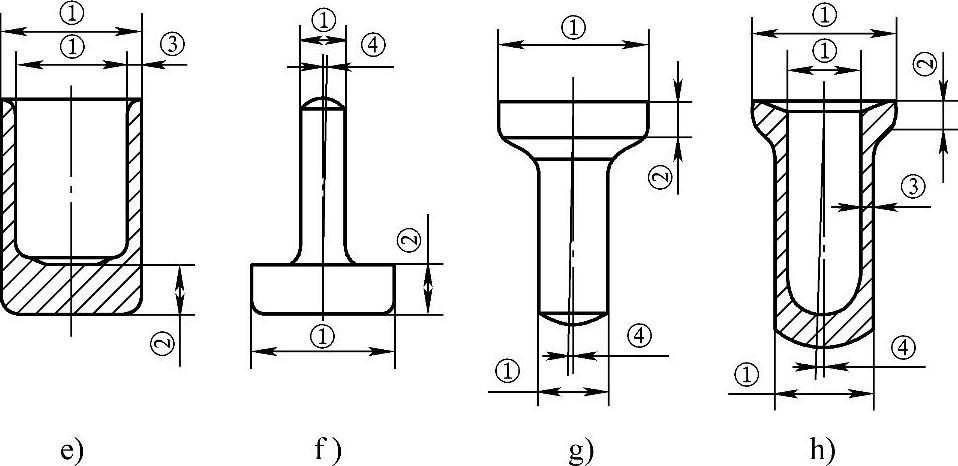
图5-1-14 加工精度分类(续)
e)、f)反挤压 g)、h)正挤压 ①—由模具决定的尺寸 ②—由压力机下死点决定的尺寸 ③—由模具配合状态决定的尺寸 ④—弯曲
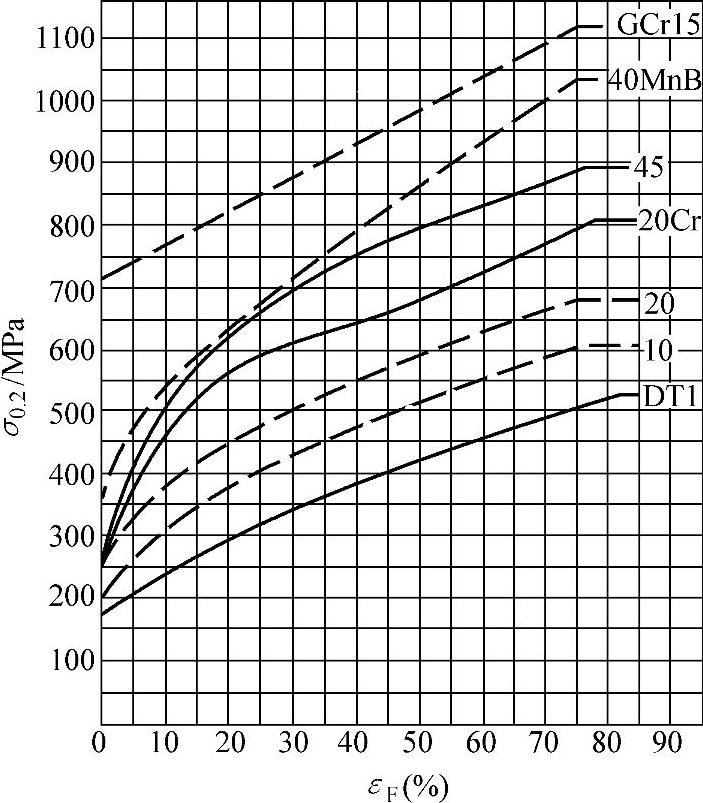
图5-1-15 不同材料正挤压件σ0.2与εF的关系
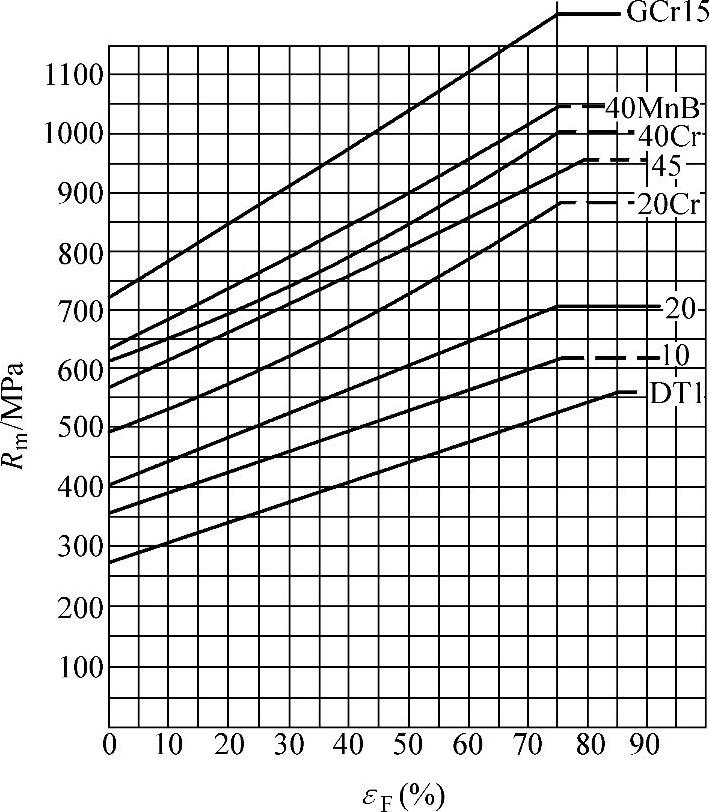
图5-1-16 不同材料正挤压件Rm与εF的关系
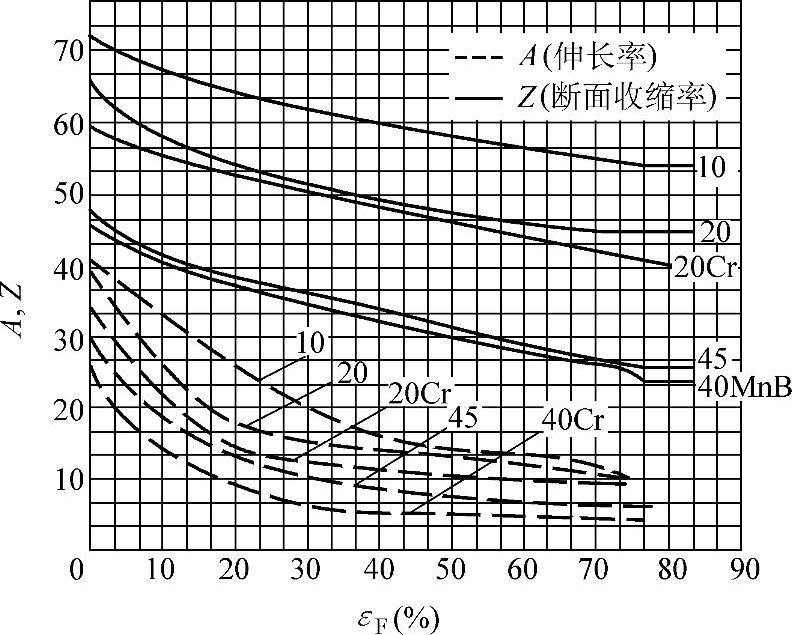
图5-1-17 不同材料正挤压件A、Z与εF的关系
1)冷挤压件的抗拉强度Rm值是实际生产中选用材料的依据。变形后的Rm与εF值可用下列关系式表示:
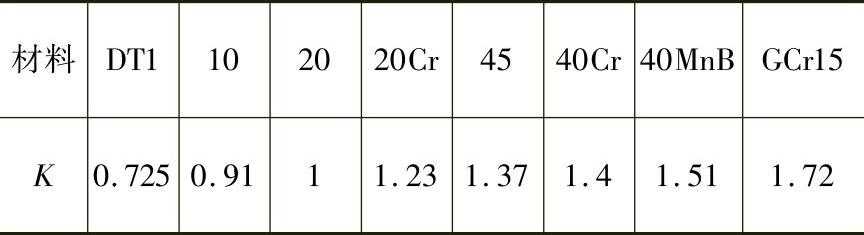
Rm=(400+4εF)K
式中,K为材料影响系数,从表5-1-4查得。
表5-1-4 材料系数K
2)由于变形的不均匀,其硬度分布由中心向表层逐渐增加,当εF<20%时,硬度值增加较快;εF>20%后增值趋向于缓和,而且内外层硬度趋于一致。硬度与Rm之关系式如下:
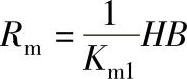
式中 HB——正挤压杆件中心部分的硬度HBW(MPa);
Rm——正挤压杆件中心部分的抗拉强度(MPa);
Km1——材料系数,查表5-1-5。
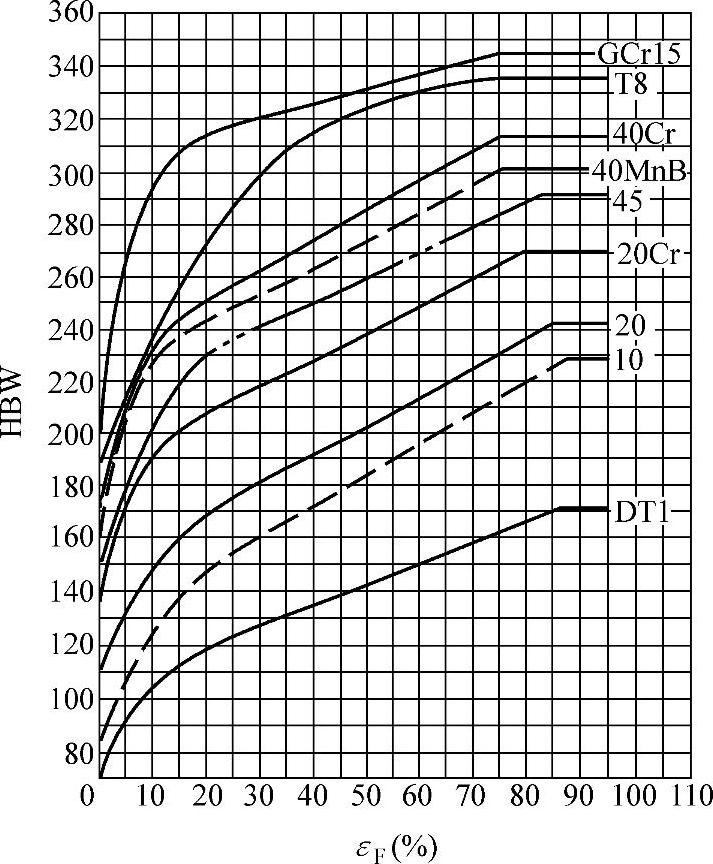
图5-1-18 不同材料正挤压件HBW与εF的关系
表5-1-5 材料系数Km1(https://www.xing528.com)

3)对于多数材料,当挤压件εF>20%,其抗弯强度大于该材料切削件的抗弯强度值。由于挤压前进行了球化退火处理,在变形时有可能使材料未达到处理前的抗弯强度值,但此值随变形程度的增加而提高。
冷挤压件的力学性能除上述指标外,其冲击强度、疲劳强度和耐磨性等一般均较切削件好,因而提供了用低碳钢替代合金钢的可能。
2.反挤压杯形件的力学性能
Rm与σ0.2均随εF增加而增加(见图5-1-19、图5-1-20),Rm与εF呈线性关系,可用下式表示:
Rm=Rm0+145+BεF
式中 Rm0——材料原始状态抗拉强度(MPa);
B——材料系数,由表5-1-6查得。
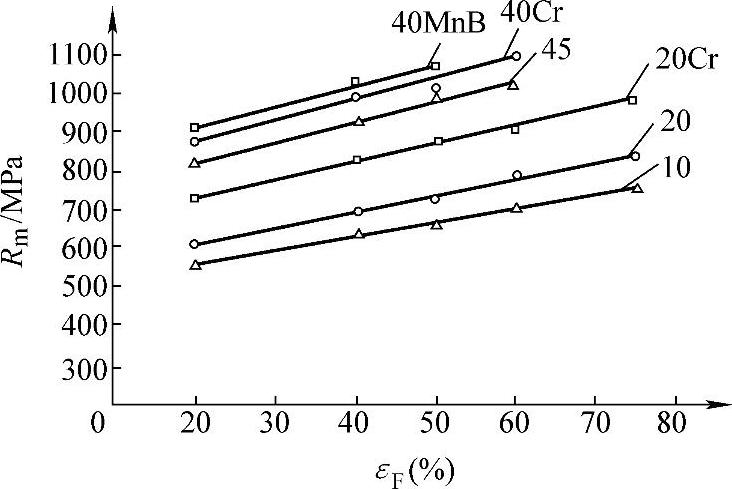
图5-1-19 不同材料反挤压件Rm与εF的关系
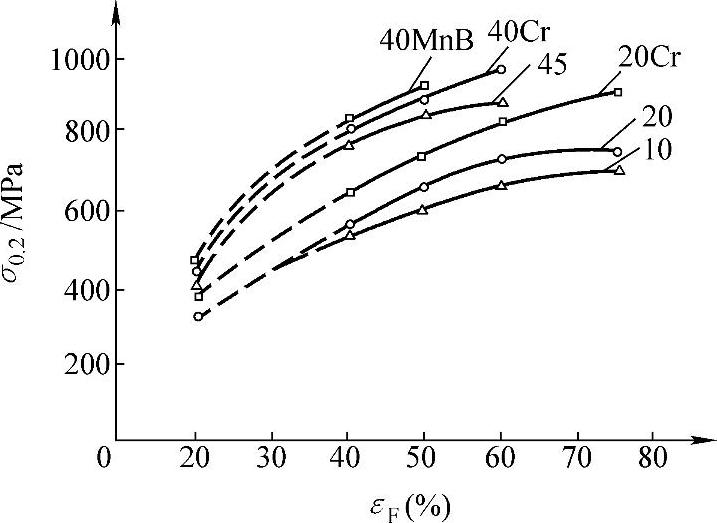
图5-1-20 不同材料反挤压件σ0.2与εF的关系
表5-1-6 材料系数B

反挤压件塑性指标A、Z随εF增加而下降(见图5-1-21、图5-1-22),但下降率不大,其中低碳钢比中碳钢下降明显些。
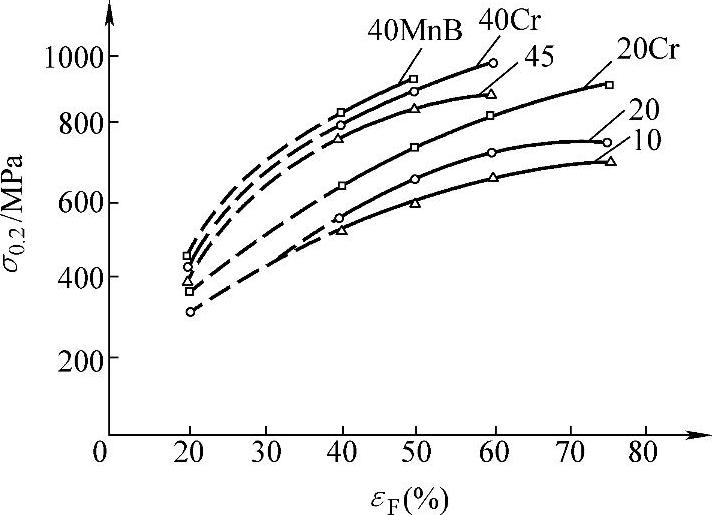
图5-1-21 不同材料反挤压件δ与εF的关系
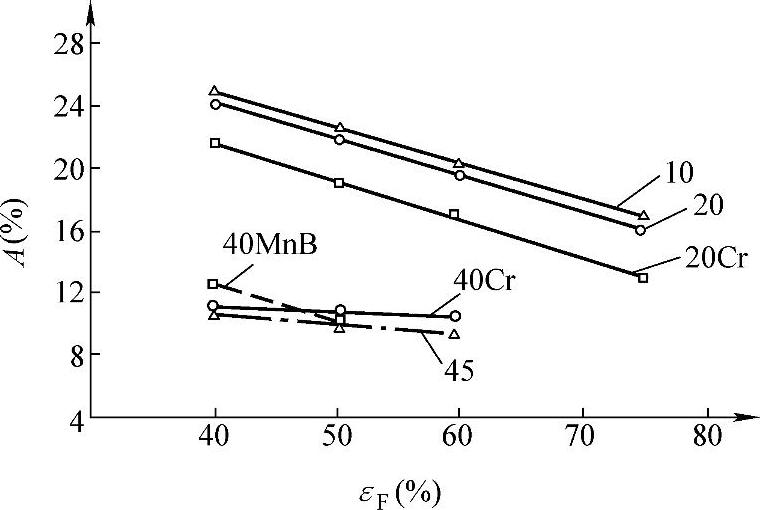
图5-1-22 不同材料反挤压件Z与εF的关系
反挤件的硬度值随变形量而变化(见图5-1-23),零件Rm与相应变形后的硬度值的关系式:
式中 Rm——变形后零件的强度极限(MPa);
HV5——相应变形量零件的外壁硬度(采用50N负荷);
Km2——材料系数,查表5-1-7。
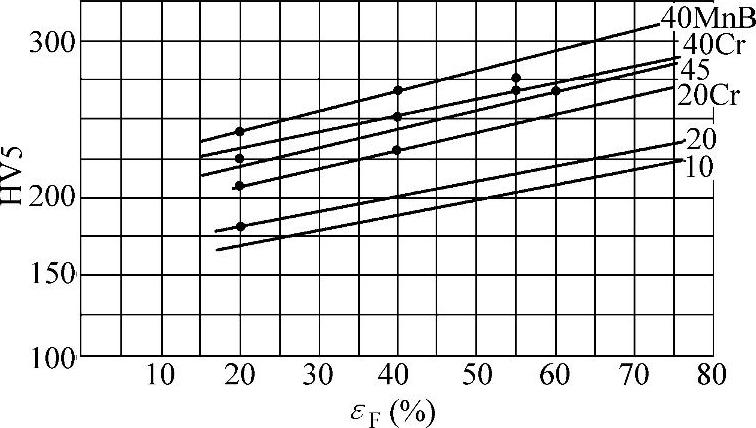
图5-1-23 不同材料反挤压件外壁硬度与εF的关系
表5-1-7 材料系数Km2

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。