



近十多年来,国内外针对汽车与航空航天关键零部件精密成形技术需求迅速增长的形势,研制出多种类型的精锻液压机,并形成了系列化产品。
日本你期待股份有限公司开发的计算机控制的三缸液压机结构原理见图4-4-75,其主要组成部分为:主体结构(主滑块、内滑块、床滑块);液压传动系统;电气控制系统(主操作台、辅助操作台、功率显示板);计算机(建立成形情况的图像显示和数据记录);伺服控制;带速比调节的成套模具装置等。这种全液压闭式模锻压力机内滑块加压速度为20mm/s左右,主要用于十字轴及锥齿轮等的闭式冷精锻或闭式温锻。
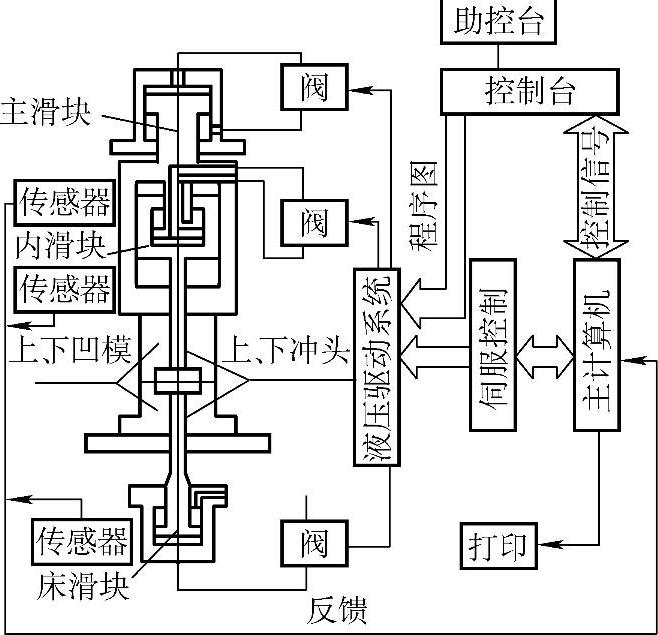
图4-4-75 全液压闭式模锻压力机结构原理图
日本三菱重工研制的微机控制的全液压闭式模锻压力机也是采用上下冲头对挤,其型号为MCF450和MCF1100,相应最大压力为4.5MN和11MN。
德国舒勒公司研制出3工位公称压力为900kN和3-5工位公称压力为2500kN的精锻液压机。图4-4-76为华中科技大学与黄石锻压机床有限公司于2000年共同设计制造的Y28-400/400型数控双动挤压液压机,内、外滑块公称压力均为4MN,下顶缸压力为2MN,内、外滑块空程速度为300mm/s,内滑块加压速度为20mm/s,压力、位移、速度等参数均由计算机控制、调节与显示。2005年又研制了Y34J-800型数控精锻液压机,主要技术参数及性能与双动挤压机基本相同,但该机是单动压力机,已在东风精工齿轮厂投入生产应用,目前主要用于轿车圆锥齿轮闭式冷精锻生产。
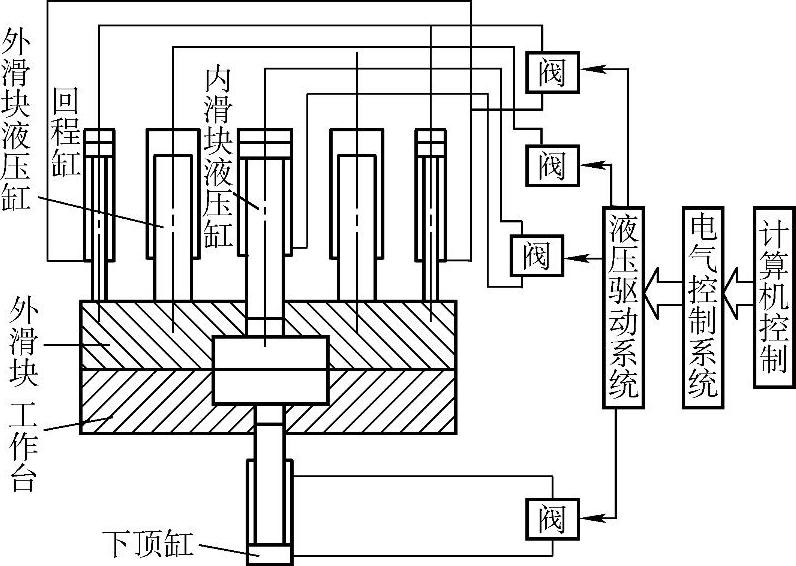
图4-4-76 Y28-400/400型数控双动挤压液压机
无论是国外还是国内的精锻液压机的主要技术参数和性能特点基本相同或相似,其主要特点如下:(https://www.xing528.com)
1)机身及滑块系统强度高、刚性好,一般采用整体或预应力组合式框架机身,并采用有限元方法实现优化设计。
2)导向精度高,采用八面可调式导轨结构和加长滑块(相对于普通液压机的滑块加长20%~30%),并按照等于或高于金属挤压机的精度标准设计与制造。
3)滑块行程速度快,一般空程向下与回程速度为250~500mm/s,公称压力下的变形行程速度为15~40mm/s。
4)液压传动系统的泵、阀、密封等元器件均采用国际上的高性能产品,在系统设计上确保低噪声、低能耗。
5)采用PLC编程器或计算机控制系统,一般都具有压力、位移、行程次数等显示功能,实现手动与自动化操作等。
此外,精锻液压机与普通液压机一样,滑块行程速度稳定均匀,可以在大的行程乃至全行程内施加公称压力,因而精锻工艺的适应范围宽。
目前,国内外的精锻液压机的类型主要有单动液压机、双动液压机、三动液压机和多工位液压机。而广泛应用的是单动液压机,其次是多工位液压机。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。