



1.工作原理及特点
双动曲柄压力机用可分凹模精锻的工作原理及典型结构如图4-4-62所示。图4-4-62a、b为水平可分凹模结构,模锻时,将已加热好的坯料置于下模,随着压力机滑块下行,首先外滑块使上半凹模与下半凹模闭合形成封闭模腔,接着内滑块带着冲头下行挤压工件,模锻结束后,压力机回程,内滑块首先上升带动冲头从锻件中退出,然后外滑块带动上半凹模离开下半凹模,即可取出锻件。图4-4-62c为垂直可分凹模结构,模锻时,随着压力机滑块下行,首先由外滑块带动模套走完工作行程,模套的内锥面将两半凹模模芯夹紧而形成封闭模腔,然后内滑块通过冲头使坯料变形而得到锻件。
通过与单动压力机可分凹模精锻相比可知,双动压力机上可分凹模的闭合与压紧是由压力机外滑块完成的,因而模具结构比较简化,有利于提高使用寿命。
图4-4-62a所示结构适合于模锻枝桠类的实心锻件,如十字轴、三星轴等。图4-4-62b所示结构适合于模锻带法兰的杯形和端盖类锻件。图4-4-62c所示结构适合于模锻带双法兰的筒类锻件。
2.垂直可分凹模模具与精锻工艺
(1)可分凹模结构及工作原理 图4-4-63所示在内、外滑块作用力均为5MN的双动压力机上使用的垂直可分凹模模具。由图可见,凹模分为下凹模和上凹模,下凹模由凹模圈4和冲头3构成,凹模圈4通过连接杆2支承在顶出杆1的法兰上,冲头3固定在工作台上。上凹模由镶块模芯5(两半)、上模圈6、底板7和挡圈10组成。镶块模芯5可沿上模圈6内滑动,当压力机滑块处于上限位置时,两半模芯5落在挡圈10上,处于最大张开状态。凹模圈4也处于上限位置,此时,它的中心孔与冲头3的端面形成放置毛坯的工作筒。
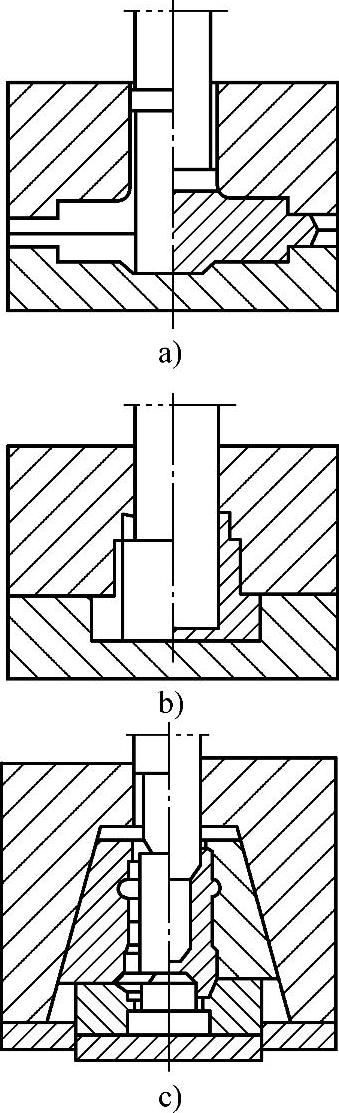
图4-4-62 双动压力机用可分凹模的典型结构
a)实心锻件 b)、c)空心锻件

图4-4-63 垂直可分凹模模具
1—顶出杆 2—连接杆 3、8—冲头 4—凹模圈 5—镶块模芯 6—上模圈 7—底板 9—棒料毛坯 10—挡圈
模锻时,首先将加热好的棒料毛坯9直立于下凹模内,压力机外滑块首先下行,当镶块模芯与凹模圈相碰就停止运动,而上模圈6随外滑块继续下行至其圆锥面将两半模芯彼此压紧并同时使两半模芯与凹模圈紧密贴合在一起,构成封闭的模腔;与此同时,内滑块向下移动,冲头8对封闭在模腔中的坯料施加作用力而使其变形。在冲头8作用于坯料的过程中,外滑块迫使支承在顶出杆1上的整个凹模向下移动,则冲头3相对于凹模向上移动,使坯料的下端也产生变形。双冲头对向镦挤,坯料变形均匀,易于得到具有双法兰的筒形锻件。
上、下冲头工作端分别与上、下凹模圈模壁间的径向间隙成为坯料变形时的轴向分流腔。
(2)在双动压力机上利用可分凹模生产筒类锻件 图4-4-64各中心线右边所示均为在双动压力机上利用图4-4-63所示可分凹模一次模锻成形的筒类或带孔锻件。其中第②个零件需两工步完成,第一工步预锻实心法兰,第二工步对向反挤成形:第③个零件也需两个工步,第一工步反挤成形带一短实心杆的杯筒形,第二工步反挤成空心杆部。图中左半边所示是在10MN机械压力机上通过专用装置模锻相同锻件所需坯料及所得到的锻件形状。对于这六个锻件,采用新老两种工艺的对比情况见表4-4-5。
3.水平可分凹模模具
表4-4-5 新老两种工艺的对比情况表(https://www.xing528.com)

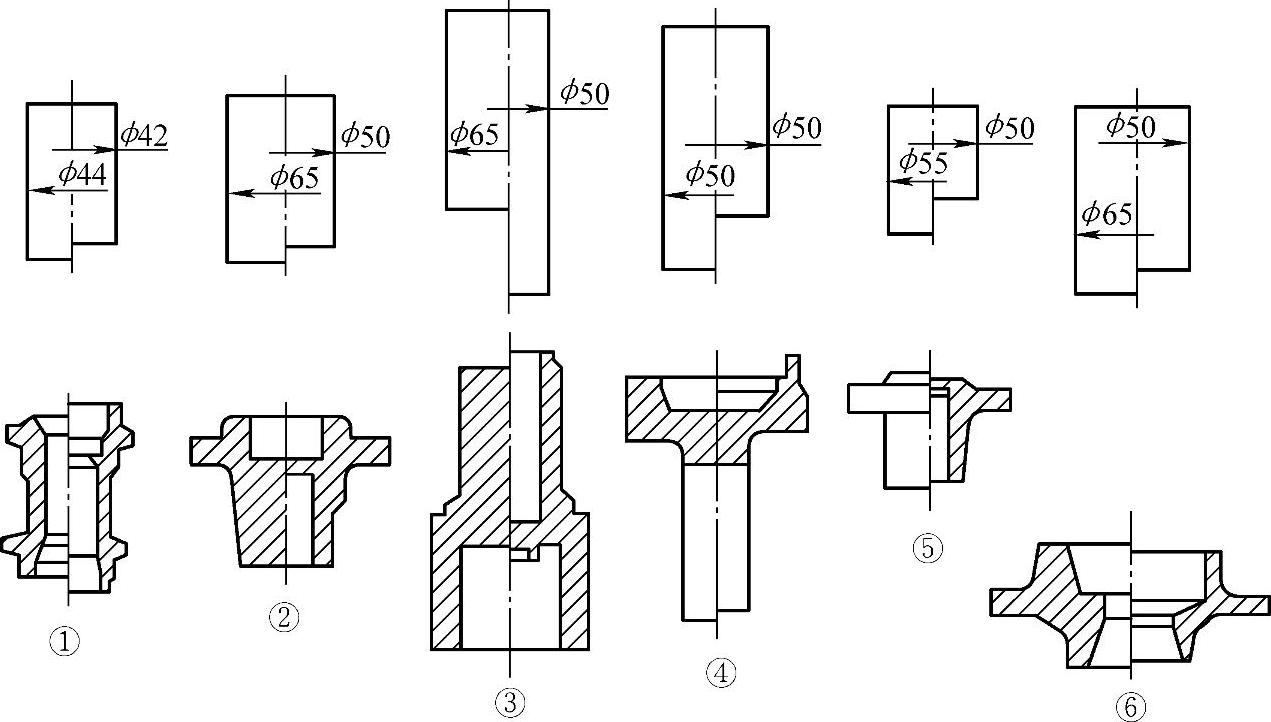
图4-4-64 筒类锻件

图4-4-65 法兰类锻件
在双动压力机上利用如图4-4-66所示水平可分凹模实现图4-4-65所示带法兰零件的无飞边模锻,同普通模锻工艺相比节省材料达30%,提高生产率1.5~2倍。
(1)工艺分析 对于带法兰的实心件(见图4-4-65a),在闭式模锻中主要是以径向挤压的方式使变形金属充填法兰型腔;对于带法兰空心件(见图4-4-65b、c),在闭式模锻中主要是径向挤压和反挤两种方式使变形金属充填法兰和筒部型腔。根据分流腔必须设在模膛中最后充满的位置的原则,对于前者,分流腔只有设在法兰端部的周围,如图4-4-66b所示。对于后者,可在两个位置:一个位置与实心法兰件的位置相同,设在法兰模腔的周围;另一个设在筒部的顶端,如图4-4-66a所示。若也在法兰端周围设计分流腔,必然导致模膛内压力的显著增大,同时增加切除飞边的附加工序。所以,将分流腔设在筒的顶端更合理。由此可以确定,对于实心且带法兰零件的闭式模锻,仅需一个工步成形;对于空心带法兰零件分两个工步成形;第一个工步初步成形法兰,第二工步反挤成形。
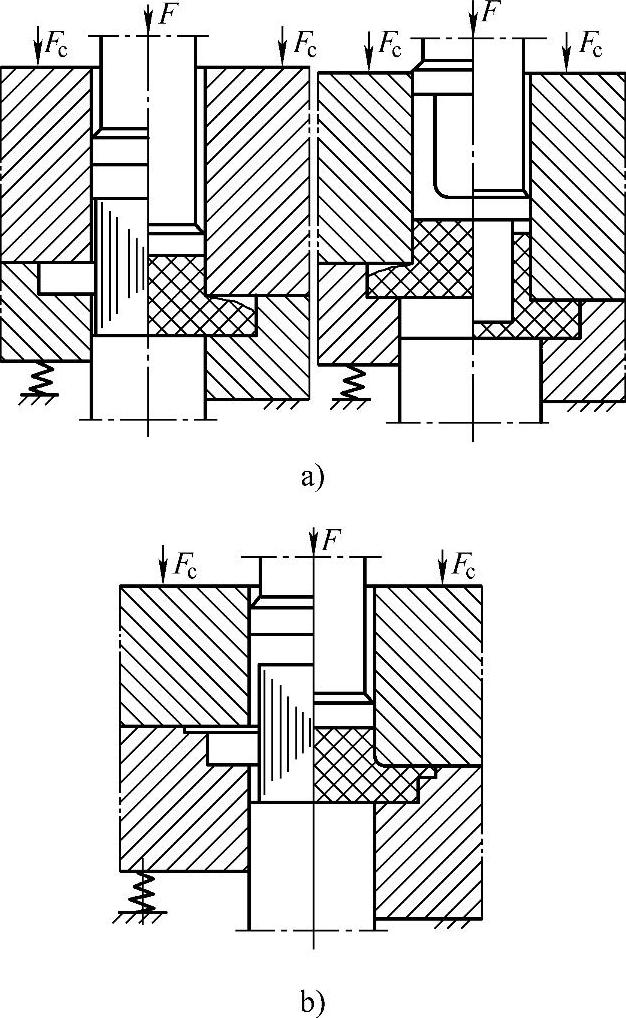
图4-4-66 水平可分凹模工作原理
(2)模具结构 如图4-4-67所示,可更换的工作部分由上半凹模5、下半凹模3、冲头11和顶出器2组成。冲头11通过冲头垫及夹持器7固定在内滑块8上。上半凹模5通过夹持器6固定在外滑块9上。下半凹模3通过固定圈12固定在压力机的工作台14上。在固定圈12上装有四根导柱,实现同支承垫板13的导向,后面两根导柱4实现上、下凹模的导向。在冲头夹持器7上用四根导柱10同上半凹模夹持器6导向。下半凹模固定圈12支承在四个压缩气缸1的活塞杆上。模锻前,下半凹模被压缩气缸活塞杆抬起在初始位置,形成工作筒以安放坯料。

图4-4-67 水平可分凹模模具结构
1—压缩气缸 2—顶出器 3—下半凹模 4、10—导柱 5—上半凹模 6、7—夹持器 8—内滑块 9—外滑块 11—冲头 12—固定圈 13—支承垫板 14—工作台
工作过程:加热好的坯料垂直放入工作筒,压力机滑块下行,首先两半凹模闭合,形成闭式模膛,然后两半凹模一起下行到支承垫板13而被压紧。此时,内滑块下行,冲头11对坯料施加作用力使变形金属径向流动形成法兰(得到带法兰的实心件或作为带法兰空心件的第一工步),或对带法兰的实心预成形件进行反挤成形(作为带法兰空心件的第二工步)。变形金属充满模腔后,多余金属流入分流腔。模锻结束后,滑块回程,冲头回到原始位置,顶出器由凹模中顶出锻件。
在双动压力机上采用闭式模锻工艺生产带法兰锻件,单工步的生产率为8~9件/min;双工步的生产率为4~5件/min。模具寿命6~9千件,平均每件节省金属材料0.265kg,由此工艺组成的生产线每年节省钢材257t。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。